Чертежи глушителей на пистолет

Муниципальная средне образовательная
Школа №15 класс 9 «а»
РЕФЕРАТ
На тему: Клепочное соединение
Выполнил: Разумный Сергей
Проверил: Куртекова Е .Г
П Л А Н.
1 Общие сведения.
2 Типы заклепок.
3 Виды заклепочных соединений.
5 Чертежи
Литература, используемая во время создания реферата.
1 Токарное дело с основами материаловедения. Н.И. Макиенко
Клепкой называется процесс соединения двух или нескольких деталей при помощи заклепок. Этот вид соединения относится к группе неразъемных , так как разъединение склепанных деталей возможно только путем разрушения
соответствующих частей заклепок.
Заклепочные соединение широко применяют при изготовление металлических конструкций мостов, ферм, рам, балок, а также в котлостроении, самолето-
строении.
Процесс клепки состоит из следующих основных операций:
1 Образование отверстия под заклепку в соединяемых деталях сверлением или
пробивкой ;
2 Образование гнезда под закладную головку заклепки (при потайной клепке );
3 Вставка заклепок в отверстия;
4 Образование замыкающей головки заклепки, т . е собственно клепка.
Клепка разделяется на холодную, т.е. выполняемою без нагрева заклепок, и
горячую, при которой стальные заклепки перед подстановкой их на место нагревают до 1000-1100`C. Практикой выработаны следующие рекомендации по применению холодной и горячей клепки в зависимости от диаметра закле-
пок :
до d=8 мм – только холодная клепка ;
при d>12 мм – только горячая .
Преимущества горячей клепки заключается в том, что стержень лучше запол-
няет отверстие в склепываемых деталях, а при охлаждении заклепка лучше стягивает их . Образование замыкающей головке может происходить при быстром (ударная клепка) и при медленном (прессовая клепка) воздействии
сил.
Клепка может быть ручная и машинная при которой используются стацилнар-
ные клепательные машины (прессы). Однако клепанные соединения имеют ряд существенных недостатков основными из которых являются увеличение веса клепанных конструкций; ослабление склепываемого материала в местах
образования отверстий под заклепки; значительное число технологических операций необходимых для выполнения заклепочного соединения, (сверление или пробивка отверстий, зенкование или штамповка гнезд род потайную голо
вку, вставка заклепок и собственно клепка); значительный шум и вибрация
(колебание)при работе ручными пневматическими молотками, вредно влияют
на организм человека.
--2-
Заклепка – это цилиндрический металлический стержень с головкой (закла-
дкой) на одном конце. Соединение деталей осуществляется деформированием
(расклепыванием) выступающего стержня заклепки, из которого образуется другая головка ,( замыкающая).
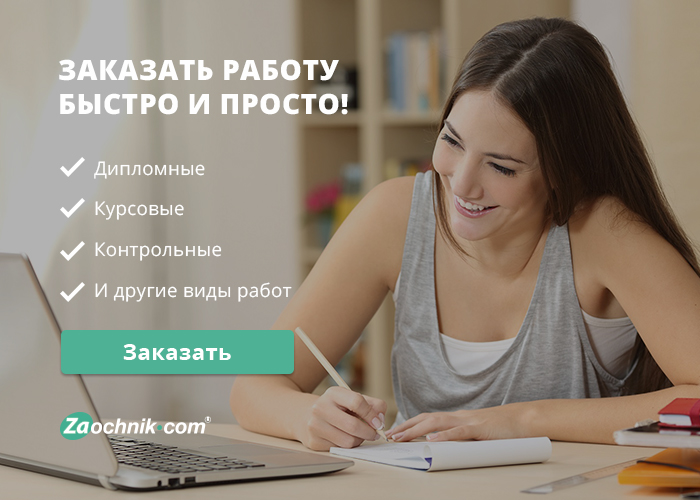
По форме головок различают: заклепки с полукруглой высокой головкой
(рис.1) с диаметром стержня от 2 до 36 мм и длинной от 2 до 180 мм; закле- пки с полукруглой низкой головкой (рис 2) с диаметром стержня от 2 до10мм
и длинной от 4 до 50 мм; заклепки с плоской головкой (рис3) со стержнем ди-
аметром от 2 до 36 мм и длинной от 4 до 180мм; заклепки с потайной голов-
кой (рис 4) со стержнем диаметром от 1 до 36 мм и длинной от 3 до 210 мм.
Как правило заклепки делают из такой же стали что и соединяемые детали; в
Противном случае возможно появление коррозии и разрушение места соеди
нения.
Один или несколько рядов заклепок, расположенных в определенном порядке
для получения неразъемного соединения, называется заклепочным швом.
В зависимости от характеристики и названия заклепочного соединения закле-
почные швы делятся на при группы:
1.Прочные
2.Плотные
3.Прочно плотные.
Прочный шов применяют для получения соединения повышенной прочности.
Прочность шва достигается тем, что он имеет несколько рядов заклепок.
Эти швы применяются при клепке балок, колонн, мостов и других металличес
ких конструкций. Плотный шов применяют для получения достаточного плотной и герметичной конструкции.Соединения с плотным швом обычно вы-
полняются методом холодной клепки. Для достижения герметичности шва применяются разного вида прокладки из бумаги, ткани, пропитанной олифой
или суриком. Эти швы применяются при изготовлении резервуаров в высоким
внутренним давлением.
Прочно- плотный шов применяют для получения прочного и вместе с тем не проницаемого для пара, газа, воды и других соединений жидкостей, например
В паровых котлах и различных резервуарах с высоким внутренним давлением.
Прочно - плотные швы выполняют горячей клепкой при помощи клепальных машин.
![[image]](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAAUAAAADwCAIAAAD+Tyo8AAAACXBIWXMAABcSAAAXEgFnn9JSAAAgAElEQVR4nO2dW2wcV/3Hz8ze1+tLaetcbVVCINRyEbHj2EkcRyoPfUpboKiUSuWlhIcCCs6VVq1JGycOCaJBFWkKlVArIUUFVJAAqUI4cWI7duwEGspFPETKA6paaBtfdr27M/N/+P33cPb8zjk763XsnPXv87Ca3djj2c189vubc34z4wRBwAiCsBN3pTeAIIjFQwIThMWQwARhMSQwQVgMCUwQFkMCE4TFkMAEYTEkMEFYDAlMEBZDAhOExZDABGExJDBBWAwJTBAWQwIThMWQwARhMSQwQVgMCUwQFkMCE4TFkMAEYTEkMEFYDAlMEBZDAhOExZDABGExJDBBWAwJTBAWQwIThMWQwARhMSQwQVgMCUwQFkMCE4TFkMAEYTEkMEFYDAlMEBZDAhOExZDABGExJDBBWAwJTBAWQwIThMWQwARhMSQwQVgMCUwQFkMCE4TFkMAEYTEkMEFYDAlMEBYTXekNIIh6YGBgQFpYHpwgCJbz7xFEfTBc4ty5c9I/9fX1DQwM7Ny5cxk2gwQmiCqAgP3+97/vui5jzHGcaDTqOA7/Ac/zisViEAR9fX3Dw8O3entIYIKowMDAQDQafeGFF2KxWCwWi0ajiUQC/omr63me7/teCd/38/l8b2/vW2+9dUu3jQQmCAWDg4PRaPTo0aPJZDKZTMbj8UgkArrG43FWUjcIAqwuXy4UCp7n/fa3v+3t7b1F20kCE8T/MzIyMj4+fvz48VQqlUqlEolEPB6PxWKu68bjcacE/LAvgNUFe4vFYqFQKBQK77333i3aZhKYWNWcO3duYmJibGxsamoqUSIajaZSqUgkEo1GIwKO4wRB4Ps+PHJ7JXW5t3xh8+bNv/zlL2/F9pPAxGrk2LFjY2Nj09PTyWQykUhkMpkgCNLptCgtX3BdFx5d1+X2codFgcFYLHChUOjs7Dx79uySvxESmFgtPP/885lMZmhoqLGxMR6PNzQ0BEHQ0NAQjUalpOXScm8Bx3Fc1w2CQExgsLdYQidwPp9//fXXt2zZsrRvigQm6pnDhw9nMpnBwcHm5mY4oI3FYplMBgaTlbpKkcu9FZ/yEObBK1FA5PP5fD7/j3/8Y2nfIAlM1Bvnzp2bnJwcGxu7cuVKIpEAaRsaGkDaaDQq6RrGW74MC47j8OK5WCyKGvPghcd8Obt3737qqaeW8M2SwEQ9cP78+UuXLo2Ojl65cgVmfSBm4VAWH83qHnHY4kc+Fi2OXYHGosN5DT/72c+6urqW6o1TLzRhK+fPnx8bGxsbG7t8+XIqlUomk42Nje3t7Xz8CeetMmlheBkby3XF9sJTUeBoNFosFsU/pNvs06dPk8DE6gUGkCcmJmC2trGxccOGDalUikurG0CWRqR0tbEucuGpVGPzwSrP8/hfFKeLMX/+858vX77c2dm5JJ8GCUxYwODgYDweP3nyJCRtU1NTe3t7MpnE0vLIDSltRW/Nq/J9Hw50c7mc2VvGWFDizJkzJDBR54yMjFy6dOn48eOZTAb6K9ra2qSkxRO2FRH9VD7l0hpWKH4FFAoF+NbgDnOTYYCJe8vnnK5cubJUnxIJTNxGDA8PT05Ojo+PT09PQydje3s7TNXiFgtXNVVrlg27KkobclXSI98Yt7x45sPD3F6xW+vMmTPf+MY3av/ESGBi5RkcHJycnJycnITJnkwms3HjRj7ro2yxcI1TtTrlcHlco//8KbwCbycQEJulRZYqhElgYmU4cuRIOp0eGhpqamoCadetWye1WLj6CVult+JTg7QuOkjWrUd5VIwR7WVC5cztjSCuXr06NTXV0dFR48dIAhPLx5EjR1KpFDQzQotFW1tbJpORkhbrKllX0bcw0ip/Vymtzl7GmFgzO6XjXknaaDSKE7hYLE5PT9cuMDVyELeWF154IZlMwlgUnDkAfVHS6LHSVfFRKa3ykVtnnkYSf0ty1Zy3orp8GTo3crlcNpudn5+fm5vL5XL5fH5hYQEelYyPj9f48VICE0vPyMjI2NjYpUuXoMUikUjcc889MICMx5ANpkVQi4U5IXUrqcp86SkTXJVSV3yMxWLQGl0sFuPxOMwtuaVSQjqGd8tL7loggYmlYWRkZHR0dHx8fHJyElosMpnM+vXr+Ym1FfNWQmespJxOVFdVcuuyumLSMo234gK8x1gsVigUoAEbCmnDW3vllVeefPLJWj52EpioiaGhId7MmEgkmpqa2trakslkpLyf0TyGHFJavoDXgNfGV6VcgxmGKmSm95Yv8zfLTYYQlr5KxG2o/fOnY2CiagYHB5PJJPRFgbRBEPAWiwjqstDpqlQOy8YflQPRFb8CzHnLwlXISm+lV3zfX1hY4IfBs7Ozs7Oz4gFwLpeDRwBenJiYqOX/ghKYCAWcWHvs2LHGxsZkMhmLxTZs2MBbLCLo6jOSY9UmpCitqG5I+Q3GGnQ1G1sxMMU3yz8Q3Z92l+gwmAQmtAwPD09MTIyPj/Nz9KAvik/VGuZ+RD/DKFdt0kprcG99hWyAl7F4m7G00kbWeGIDCUyUMTw8fOnSpfHx8cuXL/O+qLa2NhiVEUtifExr8NaplLdixuq8dcrLY520bincDOqy0EmL7ZWOOsWWSZ2x/I/iFU5NTZHARK3wi7yl02k4G379+vVi2OKMrfZwVCmtqxrTkr4IpPXookznakhvWYikxfCmK92/inqLL3Kq/YsSJHDVDA8PX7x4MZ1OX758eXp6+jvf+c43v/nNld6oxXDs2LFYLPbDH/4wnU4nEonGxkaQVpzywZqZvdXJJv5TxbFowxrM0ip1VRpbMWZFRM0kIaVH7qSkrvLHlsRhErgKnn/++cnJyenp6YaGhng8Ho1GW1pafv7zn7/++utPPvnkE088sdIbWJmjR4/GYrETJ06k02kYQ964cWM6ncYtFjrTdMNRBnXDrETnLTaWP2XGAWRd0ipddYSz/ySUEcrKbWToBAZxgf+Wkhr/Q2kaKRQ/+MEPTp48mclkGhsbxbNk+GMQBNFo9MiRI5/+9KdXemNloC/qxIkT0F8Bw1EgbaS8xSKktOGNXZy0orG6vGWVBqJw0ppjloPztmKWisv5fJ5PI83MzPCGypyGz33uc6+++uqi/3NJYBOjo6MnTpyAc1ObmpogdfGUiVs6bGOMPfvss/fee+9Kb/j/mhmhLwqkjcVicBUL3dVnsGbKw1HdozSBZB5DDhO2i/aWhS6Spf3fXCEzjbQihUIhm83Ozc3Nzc3NzMyInc+SutlsNpfLFQqFa9euLfo/mgRWMzo6+sgjj8CNreDUGaW00qwJ7CUHDx781Kc+tfzbDLM+o6Oj09PTUB43NjYGQQDNjBF0QnyYgaiQ0ooLSy6tpC6rZGzIpAWqqpCZvhKWBNY1cnBvxYVaLhZNx8AKHnrooatXr955550gcCKRiJSD91dHqCd/97vfLafAg4ODqVTq5MmTMBbFB5DN0oZBKa1TOg8er01ZaUsL2FjpKauhNaqiurg8ZpXCloWQVjzoFa/zLl13FpAuQ1vjFSpJ4DIuXLjwxS9+sbm5GeyFq7ooR3f4zirtpo7jXL9+/cc//vG3vvWtW7edvC8KbjgQj8fXr18PJ9Yqa+MwSWuQlvtpXqGDim2ltK4mclmVEz9KXfmLuLTE9i6iQtZ5yx/59dwXFhbwacD4Ng6bN2+uZU8ggf/HAw888Le//W39+vUQvLFYDOzVdR3p9nXHcW7cuPHyyy/v3r17CTdveHj48uXLMFubSqVisVh7eztcwgJaLAwVvsFV6RWnvDxWrgd/eZnlV+pqiFmlsVUlLfyMzlhWQ4UsSRuULrvBF+DEYMlefO8Vnsa+79eyV5DAjDE2PDx86tSpf/3rX62trXy8R7IXl6B4HxV31hs3bvzxj3+8//77a9ywycnJ0dHRq1evwoY1NDS0t7fzW8WLwShlo9JbXUhiaV0Us0pvpZQ2Z2wYb9nyDkexENLqwpbf3CwoFc8gMJzEr5NWggSulQsXLjz22GMtLS2tra1Qjor2KuM3ZM6MjIx8/OMfv+eee6raHj4WdeXKFRiLamhoWLt2Lb6Pni4kQ1a2fJuVhwYGb5UrMdvLQpTH2FidqxgctsyoK1tshSypKwFhm8vlxDutkMC3kOPHj7/00ksbN27kt2MHh5X24r1Zt++y0j46MjISUuChoaGLFy9CMyPvi8KztYaQFL3F0kqPSufNB8mG7yxD5DJ9eazzVvlUZJnD1qAupK54l+Bi6d5ISsQ7FUKl3dPTE2b30LGqp5Eefvjht99+++67744L8Oo0oprvVe7QeCfmP+A4zle+8pW2tjblBkBfFJxYm0qlmpubfd8XpVV+fWDZYBkHo/RUF9QGbx1NbWwwNqS3yoWQSMYyvbTVehs+bEVp/fLbfIt+ShO/MHWUFZiZmanqvUus3gR++OGH//KXv4C9cOF/nL0Ge8XdmruhzKg333xTvKPk4OAgNDPyvig4plW2WIRMSKW6/EVccpulxetRGuuW5r1DeqtcYCHsDUKUx2ypj2yV6uK8Fe0NSkfC3F6piwO3cxw6dKiWfZitWoF37doF2ZsQAIFhX1e2bWBhxH/VhZXjOC+++GI+n5cu8gbSSkmrLNeVsim/LPjjIuaQlKsy5C0LfVhbUVenhlZkVqW0Sm+xsYEwLqWMWVFacSV8FNrQg8UpFos17smrsYS+ePHiY4891traCgEI6vIpX9z5oNz7xYNSQ3BxfvGLX3z44YdBqS8q5IUsDKZJ3xQuugBieGld1ZeOUtqqvGVVJi27/cIWJy33NlDV2EEQ8Elg0VuxZuZP8/l87fatugQeGRn56le/umbNGq4u2MtPUcD1s1sehlKha1DXFYrML3zhC7///e9xSyZ2TPmlID7VSesKFYFbaUxLt7UGWG2HtdIreN8NH7a1eKszFqsreSutTbeeQqGgDF7or4TH+fl53/efe+652vfnVZfAX/7yl99555077rgDBnu5w5LAuMWfq6sc2VIKLBIEwVtvvfXhhx+6msI7fEhWlBav09FU2mZjzbrq1GW3cdjqKmSuLrZXXAnOWywwXN59YWFBTN15gYWFBcZYX1/f8PBwzbvzKhP4oYce+vvf/w72ignMR56VAovqKjs6XFUJijV49913z58/D4fZSs3wiwZpXXSQ7Bhjtippw3vLkK7Y3kWEbbXe6qQ1hK1yREp5cFtxVXw9EL9i2QypOzc3x4MX3u+f/vSnnTt31rpDr6oS+uLFi9euXbvrrruwutheXh5Ho1HxXyPo/DvJE4MMGzdubGtru3nzJrZUGZU6Y3VHthWlVW4hu5UnD2CWMGwlaZWaBUEgxaykrsjipBXXg+2Vgpcx1tfXNzAwsCT2stWTwCMjI48//viaNWvgShRiv6Qhfisms4tKXKUhrLSvv//++xMTE9FoVOebVBWH97YqabG6TBBVZyzWVSmwtEfdPmGr9JZ7Xq200nqgT0OyF87p5+oyxp577rmBgYHF7cNKVovAa9asaWtrA3tTqZRkrzJjlW7jVMTO4Chjwr4+MTFx8+ZN0T1zYaxUF8sfUlqDt2wpwjao/sg2jLcVpZWs003/iNbppA00h8fisuitGL/ZbBZOA56ZmZmZmYFZor6+vp0lFrXzmlgVJfSDDz7Y0tICxvIBZ/ExUo7ruqLhktvYKKUzTOPDmjVr5ufnpfOHlKLqvK0qZpVfKOYtZOHCFn/1L1vYhs9bcVyqWCzqVqL0X5JWVLconNYLDZJwoAvqep43NzcHg8xLm7eY+hd4ZGRkampq7dq1oo3c3ohqbFmZz8phJJ29hij7xCc+8e677yYSCUlR5ZeC9ApWl8NfYdUc0yq3ELtakSUMW0nXkLLpYlYqkpVha5BfilzpFAWxX3J2dtbzvI6Ojp6eniWZHwpJ/Qs8NDQEZ8+K582KQ1Oik3DcK6qLBZZkwzox/YAt8MlPfvK9995zNTjl5bEuZpV/NKS3ygXOIsJWfLo4bxcRtrqk5cshpTV/CyhPSBB7rQqFwr59+zo7O29FhVyROhd4eHh4enp63bp1yiDFRKNRpb06gaVIZMZBIE5bW9tHH30E1bihQpYsNeS88rsjjLFLHrbKhWql1Rkr+oZ1xUe2Zv91xobxdn5+/tChQ9lstvZm5hqpc4EvXbrEh6z4QazyoJfHMlZXN/eL45FpBq6wJxs2bPjoo48Mh7UGac3eKh91myG9YkhaZiyPWeiw5dIaYhYrp9NMDNuKie0Ls0pK/yVd+TKcoD83N+d53v79+7u6urZv317djnjLqPNR6DvvvHPdunUf+9jH+HXMefcVVpRPDiu7O3DxLAnMwsUv5/r16xF0ApMZJniL/5z0R6U/HSZssa54QZexTO+tUtowvhmk9SoNI5vXo8xbkJarm8vl5ufnHcfp6OjYsmXL/v37K36Ay089J/D58+ebmprgqlG6COUvKoNXGdRKgXEYskrOwDhWRWmV3hoeDX+av6j81q5oLKvGW4O0ZmN1vhVLV5AKvzYPjUJhRGnhbPvZ2dm5uTnXdfv7+xcWFp5++ulwu9vKUM8CT0xMwPCVsg1DJFrebmVQF48VO5XqZx3xeLyqjDUYW23YOqoLvrFK5TGr5K1O2oph61UaSTbkrW5V4hrE2Vr+CpcWBpNnZ2cdx5mZmdm/f//WrVt37NhRaf+6LajnEnrjxo1wsVVo3pCKZzFvlc2Vyih2jf0bLHT8wsf+n//8p2LMKldbMWwr/mlp2aArK3dVeoqlNZgWoMZGTzNhw4N3EdLy9WBvQdq8AHi7Z8+efD7/ve99r6pP8nagbhN4cHCQ34Isqjq1CFfR4lg0jl+cwI5+AokZvQqCAP41Go1WDFizsRXtNejK9GGrzFj+SkhplcqZwxYu8qZciSS/chl7C8viZai4tzt27Ojq6uru7rYlbJXUrcBTU1O86UpZNnMJscC6415cPyvjVycY14ZXsJHSHZVClseLDluzsazK8/WwrjgkA9SQKGkm+aYLW76sNF/prTiYDAPI8JjP5z3P6+/vz2azt/mRbXjqWeDW1la3ND8kpij4xg00S2sAH8Ga4xdeBE/A4ZaWlpmZGZ2xeCU6gQN0HKQ0loUrks3SVhu2yqT1S4NSSlelZV1o+6W5Hw9N28JsLZ+23bJly7Zt2/bu3Rt+/7GF+hR4aGgoWjrjh1uqlFAqkkWHlcYa6mccv2GIRCKwIP1itevhmMN20d4awja8t+KRLV4JXqdhVbjRoihcjArydv/+/Z2dnb29vYv7JK2gPgV2VQeryvAUa2Nz6jqh+6LM2+aUjwCLuS2+iH8RxywLXSRX5a0uaXW+6WpjSV1zzGJv/fLE1kkrejs3N7d9+/bu7u66DFsl9Snw4OBge3t7RGh41OmHA1knrXI9TnkLh1N+vKpTTvyxhoaGbDa7iPdoNpaV21vRWy5toKmNlbIZYlYprSG3lcZKeSs1WoC3c3NzjuPs2bMH6uRFfJJWU58C8zZjKSFx/IoFs8Fzc/Dy7HUqlcHcXliAxzB5Kz4NNIe17PZokPJU11vlVMxtCanRAhqkoNGio6Ojq6urp6envotkM/UpsDRVq5PQcDRr0JihPmQm2Ku0EVDaq0xp/IusmiJZp65oLJa2Yjxib/3SWBRQ8SvAQ0PHOsSkhUmg+fn5mZkZ13U7Ozt7enpW/CyC24T6FFiZwPBP2FKdvfx1Vl4h428E6V/x9gSlkWeG7HUcJ5VKiVW0LmwX4a3S2JB5K8mG7cXTP3g94krCeCuWx8D8/DxjbHZ2du/evT09PVbP2d4K6lDggYEBaQSrongGG8P/K0NztlxFri5/3dEksC5sK3qrQyetOW9FY7F10G4RUlrdSrzymVup1wK83bRpU3d3N4WtgToU2HEccb5XFEzCcEDLVH6yEJO0ksNM1b/hoIFoVk3MskrqStJKplUbtmKRbPBWctUQuXzmFjdIzc/P9/b2bt68ubu7ezUf2YanDgWWGjawUYY45T+mdD78T0q/hR2WlitmLAuRt7qwNectNtYXjmylsNWtCie2pC4UxqK3Yo/UzZs3n3322SW52ddqow4FdsuvmKGsb1l5YColZ6qzC/Aa8G9hHONgVRAE6XR6dna29rA1q6tMWqVsFcNWGbkeOkjWTdiCt11dXdu2bevo6FiRi9HUB/UpsHjoC4jLQamODVMGLw6peFYi/quoIqtywhZrhn1TZiP2VvwVaSVBeW+zZKxf3mgh2St663lef39/V1fX1q1ba/yQCVavAjPGfN9ni1XRLN4i1hCgQSn8Y6KZFZM2qHRYGyZpuXWGmOUveuVjUVh+fFt6OKyFaVs49YfCdsmpT4H5nsc05wPpEDOQlZeyFX/RKQ0sh9nIAB39ep5XMWxDSmv2loPXoFynYSXcVandAqR1HOfzn//81q1bDxw4EOYzIRZBHQos7uhBeZkq/ZhkkTIYlb8eoBkgg7eG+BWXW1pa3n//faW0gaY2DlTHt2bfDGvT+a8MbSwt72qcm5vbu3cvDSMvD/UpsCeM1ii1wbByjfGy+KIybEWrpWNg7LBye7hgOGN1slX0tiictRcmtPkaYGPMeQsVMpwR2dHRQXO2y08dCgy7nSQnoJMW/5P4uvJ38cCyaHWAkl/5KFEoFMKY5qsGk5RhG15a0Vvl2qSL0UDr2OzsbH9/fz6ff+aZZ27p/ymho24FFndTpZyBakDIDP8T/CkPYf400JffFb8yGhoaPvjggzDGKqUN6a0krS+cFi/lNu61AG/hLILu7m4akVpx6vOiduvWrVu3bl1jY2NDQwO/IrR0v7JYLJZIJOCy7+IV7eAyWlXdkAHPFStL6IoCf/DBB3AYLH0BeeWzNdg0r3za1g99BakiunwUFMkwT8s7LrLZrOd5+/bt27Jly+1zTXOC1WUCM8YKhYLkAFMJg8MqKB86wj/PMzYoL7CVGARWOtzU1PTvf/9bPEmAy4k14z+D34gyY3W5LU78SFeQmp+f7+np6enpoWHk25bVIrCvqpb5Tuwj+E+KHZdBaWrKdd0AHSEb5qsqZi8HbpZV0Vv8pYPTFT9iY8VGC95u0d3d3dPTs2nTJqqQb3/qU+CDBw/+9Kc/bWpqUjrMTQ7QZYox4Co3Wfx1mHAWS+hANQ+M45chh/m2ZbPZfD7vlw8pFdH133x0lKtTV6qNlQ1ScOOf2+RuXURV1KfAnueJGgBKAaQQ9jwvEonAAvjJFYUF/ifgX6HrCwhU00tiRJvjFzbprrvuun79OrQcSr2NWFqdsVLYSj1SMGcL07ae58GV3+g8W0upT4G3b99+6tSpXC6XSCSkjNUlMOzxkUgE1HVdFxY8z9OdzyAlsBPiFF9D8QzbA2GYz+eVriq9Fb+DYEG8loWUt9BrAefZ3p536yKqoj4F3rlzZy6XW1hYKJafy4oJhCNhQLyoHdjreR6sVnnyg0RgnEYy2+v7PrRGiNkboPFkbCzOW7HXgjdI9ff3d3d30zByPVGfAjPGDh48eObMGfEYkpfHEoVCgc8SSQJLckp/IgiCMJcNYJUE9oVx7+bm5nw+z7uglN5i8C32stksXEEKbo1p0d26iKqoW4G3bdt26tSphYUFmODl47eiovxpsVjE15TlM708gQFuo3RBWWWZzX9F6bAvjI3DY3NzMwxEY29xj1QR3WKPN0h997vfzefzdXMDEUJH3Qrc19eXzWYXFhaSySTPYX6PFRzCBoHFaOUVMoxOw0GvK9xelCGHw8cvbEwul+MzSZ6m1wJiVmqQ2rRpE1xmlcJ29VC3AjPGDhw4cPr06XQ6DTHFq2jlgS6EsLJ4ZowFQQD3QBFtBIfh0ZDABoFxAvu+DzNJ2FvlFaQYY3v27MnlchS2q5P6bKXktLa2tra2NjU1ZTIZ6Knk3ZTSfYAjkUi8HOUtgt0QdxjFhLfX9/3p6enJyUkYgdM1SG3durWnp2ffvn3L/HkStxv1nMCMsf7+/pdffjmZTPIJFT4/hKvlQqFgHrISU5fD41cncMijX04ul5udnYX6X2yQKhQK+/fv37x5Mw0jE5w6F/jAgQMvvvgi9OUXCgV+wXcM/LzosLgeLh4XOBKJBKV+LLf86tPSLzJjAmOB5+fn//vf/87MzMBZBAcOHMhmswcPHlyuz4ywiToXmDH2xhtvPPHEE8lkEk4zkqpfUWCY8s3n8zqBfd8Hb8UcBofNCSxqbMhe4ObNmzdu3Ni3bx9ctHF5PiXCUur8GBh49NFH33nnnebmZjivkJ88yI91pQPdSCTCTz8UD5KlG4XjQS+mGcTCAuvs9X3/vvvuu++++1bgYyIspP4TmDH21FNPff3rX08kEsriWRmeCwsLXDwmXPaVT0EZVuKgXmhd8SzBZ6qX8bMh7GZVCLx9+/bdu3e/+uqrYvFccQA5n88zwT1wDOLXIHDFaSSlvV55S/byfCxEHbAqSmjg7rvvXrt2LcwnJZNJsZaGOhmK5Eg54kU8xNdd1QU6DAnMhBJal72w0NnZ2dnZuVKfEmEXqyKBgV/96ldf+9rXlPc9490aTD9iDE0g5glhVqmRo2LxTAlMVMUqEri3t/fee+/95z//qRt/YporuQdB4HkejHJBP6YuhJl+EEsqxXUC+75fLBaX5wMh6oBVJDBj7A9/+ENLS0ssFpNCGNwTNROf8ilfsLdYLEq1tDQXxf+cbgRLp67nefBlsUIfD2Efq0tgxthvfvObRx55RKp+WfmtiRiyjv+w7/uO4/BaGhfS4t/Cq9Jlr1Rgr8gnQ9jIqhN4x44d3/72t3/yk59I9bMkWDQaDYSmC6nkhjR20ZxwVQKL0or2UgIT4Vl1AjPGnn76add1T58+HYlEQGBRLVE2rrHyBAZXuOCOKLB4RM3KJ5CYfk6Yb8P999+/gh8OYRerUWDG2KFDh/r6+h5//HG3dNFJDLc3Go365RO/4ryRq2oFEYe1AVycS7tcEQgAAAPCSURBVOryzVj+T4Owl1UqMGNs69atr7322qOPPtrc3AyTN4lEQqmxX+rfUIawNBeFR6EZmg3GZTMJTCyO1SswY2zbtm2vvfbaSy+99Pbbb4uXqlE6rDsJURzHVtoL6OKXEpiohVXUiWXgwQcfvHbtWjqdTqfTUnsW78HC9uJyWrd+5WiW8nHXrl27du1axrdO2M2qTmDOm2+++cADD/z1r38tFovpdFq6dhx0WYoOw+gXjmJptYFwLgRD8as8AKYhaKIqKIH/x8jIyJe+9KWmpiaIYvFkQ3HilzssJrBuDomFOwDm9r7xxhvL/8YJe6EE/h+9vb1nz5598MEH77jjjkKhAFEs9k6KTZQYpm+E5gs4crm6vu9/5jOfWea3TNgOJbCCo0ePXrly5erVq/F4PJlMivcKlu4YLJbQDN0fmBNozkbyyu9IdvLkyc9+9rPL/34JeyGBtYyOjv7oRz+ampqCW4HDFXnwRSrDCAyIB7rKhQsXLizrOyTshwSuwIULF06cODE1NSWlsWiyeABsqKJx8PrCaQyvvPLKpk2blvW9EfZDAofl2LFjJ0+eTKVSyWQyGo2KJjvCzRl0SHPL4C1cq71QKJw9e7arq2vZ3gtRN5DA1XH48OHjx4+nUqlMJiOOS4ttlaLM/OPlqcvvigILfX19v/71r1fuDRF2QwIvkuHh4ampKbjfytDQkF9qllYObnmel8vl5ubmYrFYd3d3b28vjG8/88wzK/0+CLshgZeSw4cPQ4/HuXPnzp8/PzAwwBgrFovbtm3buXPnCm8cUY+QwARhMe5KbwBBEIuHBCYIiyGBCcJiSGCCsBgSmCAshgQmCIshgQnCYkhggrAYEpggLIYEJgiLIYEJwmJIYIKwGBKYICyGBCYIiyGBCcJiSGCCsBgSmCAshgQmCIshgQnCYkhggrAYEpggLIYEJgiLIYEJwmJIYIKwGBKYICyGBCYIiyGBCcJiSGCCsBgSmCAshgQmCIshgQnCYkhggrAYEpggLIYEJgiLIYEJwmJIYIKwGBKYICyGBCYIiyGBCcJiSGCCsBgSmCAshgQmCIshgQnCYkhggrAYEpggLIYEJgiLIYEJwmJIYIKwGBKYICyGBCYIiyGBCcJiSGCCsBgSmCAshgQmCIshgQnCYkhggrAYEpggLIYEJgiLIYEJwmJIYIKwGBKYICyGBCYIiyGBCcJiSGCCsBgSmCAshgQmCIshgQnCYkhggrAYEpggLIYEJgiLIYEJwmJIYIKwGBKYICyGBCYIiyGBCcJi/g/CDIV3oQpEDQAAAABJRU5ErkJggg== "embedded image (png)")
![[image]](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAAUAAAADwCAIAAAD+Tyo8AAAACXBIWXMAABcSAAAXEgFnn9JSAAAgAElEQVR4nO2dW2wcV/nAz4x312t71wnQXHAuwAOoEiXQXBw7l9pFokg8AFIFFRLtEzchEAq5oJZLnDRxk9AgEFVLW4UnJC6lErQSEi1SNjGxY+damlJRIV7gBQII1ffdnZn/w/ffT9+e75yzs7Zj52y+38Nqdr2end05v/m+c50gSRIlCIKfhCt9AIIgLBwRWBA8RgQWBI8RgQXBY0RgQfAYEVgQPEYEFgSPEYEFwWNEYEHwGBFYEDxGBBYEjxGBBcFjRGBB8BgRWBA8RgQWBI8RgQXBY0RgQfAYEVgQPEYEFgSPEYEFwWNEYEHwGBFYEDxGBBYEjxGBBcFjRGBB8BgRWBA8RgQWBI8RgQXBY0RgQfAYEVgQPEYEFgSPEYEFwWNEYEHwGBFYEDxGBBYEjxGBBcFjRGBB8BgRWBA8RgQWBI8RgQXBY0RgQfAYEVgQPEYEFgSPEYEFwWNEYEHwmMxKH4AgtAJDQ0PaxvIQJEmynJ8nCK1Bqca5c+e0Pw0MDAwNDQ0ODi7DYYjAgtAEEGCPHDkShqFSKgiCTCYTBAG+IYqiarWaJMnAwECpVLrVxyMCC0IDhoaGMpnMsWPHstlsNpvNZDLt7e3wJ1Q3iqI4jqMacRyXy+W9e/e++uqrt/TYRGBBMDA8PJzJZJ544ol8Pp/P53O5XFtbG+iay+VUTd0kSbi6uF2pVKIoevnll/fu3XuLjlMEFoT/Z2Rk5OLFi6dOnero6Ojo6Ghvb8/lctlsNgzDXC4X1IA3xwSuLthbrVYrlUqlUrl58+YtOmYRWLijOXfu3MTExNjY2JUrV9prZDKZjo6Otra2TCbTRgiCIEmSOI7hEe3V1EVvcWPHjh0vvvjirTh+EVi4Ezlx4sTY2NjVq1fz+Xx7e3uhUEiSpLOzk0qLG2EYwmMYhmgvOkwFBmO5wJVKZfv27b/61a+W/IuIwMKdwuOPP14oFE6ePFksFnO5XFdXV5IkXV1dmUxGi7QoLXoLBEEQhmGSJDQCg73VGjaBy+Xyz372s507dy7tlxKBhVbm6NGjhUJheHh41apVUKHNZrOFQgEak426aiEXvaVPMQhj4NWoMMrlcrlc/stf/rK0X1AEFlqNc+fOXbp0aWxs7Nq1a+3t7SBtV1cXSJvJZDRd03iL27ARBAEmz9VqlWqMgRcey/V8+ctf/trXvraEX1YEFlqB8+fPj4+Pj46OXrt2DXp9IMxCVZbXZm2PPNjyR2yLpm1XoDF1uGzhzJkzvb29S/XFZSy04Cvnz58fGxsbGxu7fPlyR0dHPp8vFoubN2/G9iceb42RFpqXubGoK7cXnlKBM5lMtVqlH2Q77J/85CcisHDnAg3IExMT0FtbLBY3bNjQ0dGB0toakLUWKVtubAu58FTLsbGxKooi/ETaXcx57bXXLl++vH379iX5NURgwQOGh4dzudzp06ch0nZ3d2/evDmfz3NpMeSmlLaht+5dxXEMFd25uTm3t0qppMZzzz0nAgstzsjIyPj4+KlTpwqFAoyv2LRpkxZpeYdtQ6ifxqcorWOH9BJQqVTgqoEOo8nQwITeYp/TtWvXlupXEoGF24hSqXTp0qWLFy9evXoVRjJu3rwZumr5EIvQ1FXrlo27SqVNuSvtEQ8mrE+esXkY7aWjtZ577rkvfelLi//FRGBh5RkeHr506dKlS5egs6dQKGzcuBF7fYxDLEJnV61NOZ4eL9J/fAqvwNdJCHSwNGWpgrAILKwMx48f7+zsPHnyZHd3N0j77ne/WxtiEdo7bI3e0qcOaUNWSbbtx1gr5lB7Fcmc0d42xvXr169cubJt27ZF/owisLB8HD9+vKOjAwYzwhCLTZs2FQoFLdJyXTXrGvqWRlrj/xqltdmrlKI5c1Cr92rSZjIZHoGr1erVq1cXL7AM5BBuLceOHcvn89AWBTMHYFyU1npsdJU+GqU1PqJ17m4k+l+aq+54S9XFbRi5MTc3Nzs7OzMzMz09PTc3Vy6X5+fn4dHIxYsXF/nzSgQWlp6RkZGxsbHx8XEYYtHe3v7e974XGpB5G7LDtDY2xMIdIW07acp87akirmpRlz5ms1kYGl2tVnO5HPQthbVUQqvDh/Up92IQgYWlYWRkZHR09OLFi5cuXYIhFoVCoaenByfWNoy3GjZjNeVsooamlNsWqxtGWmXxlm7Ad8xms5VKBQZgQyLt+GrPP//8F7/4xcX87CJwA4aGhkql0mCNlT6c246TJ0/iYMb29vbu7u5Nmzbl8/m2+vGM7jbklNLiBt8D3xvuyrgHN4plyMruLW7jl0WTIQhrlxJ6DIv//aUObKVUKg0NDcGioWEYZrNZmI/20ksv7d69e6WPbiUZHh7O5/MwLgqkTZIEh1i0sVEWNl2NynHZ8NHYEN3wEuCOtypdhmz0VnsljuP5+XmsBk9NTU1NTdEK8NzcHDwC8OLExMRizoVEYDNDQ0NHjhxRSmWzWVxmBUrGQw899MILL/T396/0MS4rMLH2xIkTxWIxn89ns9kNGzbgEIs2tvqM5lizEZJKS9VNKb/DWIeubmMbBkz6ZfEHsX10uETVYBHYwODg4Llz51BdWJGQFpdHHnnkG9/4xtJO7LwNKZVKExMTFy9exDl6MC4Ku2odfT/UzzTKNRtptT2Etz5DdoBpLD9mLq12kIuc2CAC11Eqle6///4gCHD8LR0oR3n22WevXbt25syZlT7kJaZUKo2Pj1+8ePHy5cs4LmrTpk3QKkNTYl6ndXgbNIq3NMbavA3q02ObtGEtuDnUVakjLbdXq3XSIZM2Y/FD+Q6vXLkiAi8Ng4OD58+fR3VzuRymzcbC9Prrr3/1q199+umnV/rAlwBc5K2zsxNmw/f09NBgy2Nss9VRo7ShqU1LuxBo+7GFMpurKb1VKSItBwdd2f5K9aYvIs1+ooYIrFQt8OZyuXe+850w2EDr7eDlEk72n/70p69//es//vGPV/obLIQTJ05ks9kf/OAHnZ2d7e3txWIRpKVdPlwzt7c22eifGrZFO/bgltaoq9HYhmGWQjXThNQe0UlNXePblsRhEVgdOXLk+PHj73rXu0BdDLw8o6OlB//9xo0b169f/8hHPrKCXyE9TzzxRDabffLJJzs7O6ENeePGjZ2dnXyIhc00xxXNJl6andi85cbSU9Cst8riakBm/2kYQ6iqt1GxCQx0A//LyCJP6B3djVQqlY4dOzY+Pr5q1SpIm6Ga52jzNJ7+JEleeeWV5T/+lMC4qCeffBLGV0BzFEjbVj/EIqW06Y1dmLTU2NASb1Wjhigead1hFuHxtmEspdvlchm7kSYnJ3FA5ZyFD3/4wz/96U8XfHLvXIGPHj168uTJzs7O7u5u6BdBe42lTQu8lCRJPvShD504cWKZv4IDHMwI46JA2mw2C6tY2Faf4V/cWB21PWrXPncbstFYm67NeqtSJ8la+XdnyMoiLaVSqczOzk5PT09PT09OTtKRz5q6s7Ozc3NzlUrlxo0bCz7Rd2gK/fGPf/zKlSvr16/HGi/YG5rqZrTEcOBcvvnmmz//+c8/97nPLe/3qAN6fUZHR69evQrpcbFY3LhxIwxmbGMT4hfQW2OTlm4subSauqqRsSkjrUaaDFnZM2GE3icJc2lKXE+lUlnMSb/jBD5//vwnP/nJQqGwbt06CLy2sX5YzpSzTOB5/fWvf71ly5YPfvCDy/dllFJKDQ8Pd3R0nD59GtqisAHZLW0ajNIGtXnwfG/GTFvb4MZqT9UihkY1VJenx6pRsFUppKWVXrrOu7buLKAtQ7vIFSrvLIE/8YlPXL9+vaenB1NK3rcZkrzREXgBrRAcPXr0l7/85TJ8ERwXBTccyOVyPT09MLHWmBunibQOadFP9w4DlmwbpQ0tIVc12fFjPDX4YsLqhtxem7QL8BYfcT33+fl5Pg2Y38Zhx44diykJd4rAIyMjn/rUp1avXo2B1xF7ub1aWbFdvJMkefHFFx988MFb8RVKpdLly5eht7ajoyObzW7evBmWsKBtbzyntXlLfeOyUUu1/WgZSkP5jbo6wqzR2KYiLbzHZqxaRIasSZvUUmLcgInBmr383isYjeM4XkypuCMEPnXq1FNPPQULkWLg5estaaWQlxvEWA7gFP72t79dQoFhkbfR0dHr16/DwXd1dW3evBm/Ag2MWmw0emsLklxaHmaN3mpR2h1j03irnEmy7YwoFnJtF1nVfIZsC7ZYj01qyTMIDJP4bdJqiMAu/vjHP/7whz98/fXX169fj/drpqOLjCMleZHSoIWDntcwDOM4/s1vfvPpT396wceMbVHXrl2Dtqiurq7169fz++jZgmTKzBY140Hb7a1xJ257VYr0mBubJtJqZ0Q58yO+sQBpE9YQpd2mcG5ujt5pRQReIKdOnXrmmWeKxeLatWvBWxikYasiaoVPsZJkDLyoLmyHYfjyyy/ffffdd999d1NHe/LkyQsXLsBgRhwXxXtrHUGSemsLkvhodN5dSTbup2HIVY1m/DQbadWyB1uHuhB1Y3KX4Grt3khG6J0KIdNe5LS2lu0H/uxnP3vjxo3Vq1fD8AyIvUZ7qcC88CnWLsLt5Rvvf//7Dxw40PAgYVwUTKzt6OhYtWpVHMdUWuOFhstGL0ChKa11SOv2NrDkxg5jU3pr3EiJZiw/NYq4qprxNn2wpdLG9bf5pn5qHb/Q9ztLmJycbOq7a7RgBB4bG/v85z/f3d29Zs0azJlhSqCt3qsVdGVqSjHaSwMvbsRx/Ne//vWtt976wAc+wA/v6NGjuVzu+9//fmdnJ4xnhDqtcYhFyghpVBdf5Cm3W1q+H6Ox2m/V0Fvjhkphb5IiPVZLFGy1kNsw3mpdvrCN9mqjOPhwjkcffbSJkm2i1QR+6KGH3njjjZ6eHlBX6yvi9mrJs1FgWmhgm6fN1F7Yz+9+9zsUuFQqwa30JiYmQNoNGzbAvB+tWs7jrU027ip9XEAfknFXjniriLrKmR431DVYxFBk1aS0Rm+5sWijMdiiunwn2ArtGIOFVKvVRRX3Vkqhx8bGHn744bVr1+I9nWnaTO0NSWtNW/26h7yMArby4S4KW7Zs+cUvfjE6OprP57E5KldPlsCTAodpWmwMSaTll4CmduWQtilvVZORVt1+wZZHWjq+yqg9dgJTb2nOjE/L5fLi7WuRCPyZz3zmzTffxMBrTJvd4wd5/FH1kYGeeDx/oSn24sarr7762muvrV27FlyFZnD0Fq8v9CpjOzD61CYtvTCFjdq0wnRh1qiusnhr3EC0V3jZTVIH28V4azOWq6t5q+3Ntp9KpWIMvDDDAR5nZmbiOD58+PDiS773EXhsbOyZZ55544034A4dWjcvT5uNtV9qAi3K+Cm0BOBJdZQM3Dh//vzMzAzYmzWBAmMW3TBINpRWc954eUpjbJow61ewpaEyJhkyqsvt1S7cfCcasLz7/Pw8jbozhPn5eaXUwMBAqVRaeLnHn9prgX/0ox89//zzxWIR1o6gVmjq2sJvG+uh4QLTkqGdbFoC6Btw+9///vfVq1dh7JeWMHOHMQjzeGvMjR3e8jDblLTpvVVMV24vL2NJo2DbrLc2aY2O4RmkG3TglHEnjl3hfiD80rQZou709DQGXvi+Z8+eXZJVin1NocfGxp5++uk///nPa9as4T5o0trarvh4LFro8bO0gkIv1dXa2HR4iqUfz9Ndd921Zs2aubk57SBppqDlC5lMRpNWM5ZH6ZTSGu1Vt3LyAMdmrGo+2GrSGjVLkkQLs5q6lIVJS/fD7dUCr1JqYGBgaGhoqdYY91Lg8fHxL3zhC8VicfXq1Vxdt8Aohq3tl5Zy+DijwPCYyWTomJsoirged9111z//+U+urjFfAJ9xHcz03jYlLVdXEVFtxnJdjQIn9fE2uW2CrdFb9LxZabX9QAHQ7IU5/aiuUurw4cNDQ0MLK/ZG/BN4dHT0kUcegRqvFsrcgZem01ro4xGYCqxIxy89i0BbW1u1WoV/rFQqURRpB/ye97zn5s2bvHKuXVDwwGCKMj0eri4PtimldXirliLYJs3XbNN421Bafna4ulq0tEmbWKrH/NRHtVmBGH5nZ2dhPffJycnJyUnoJRoYGLh1d/bwTOCRkZEHH3ywu7sbf80wDCFeOWKvJglv/k0vMJ5dCv0vmJ+tFfd3vOMd/C4bxitLe41sbYGBhsG2obGat8qSJBs3EP5KsnI1W3ec5LrGtUGOtp0Y/dekpee9Sqb1wgBJqOiCulEUTU9PQyPz0sZbjmcCP/744/zHTZLEZq+mCtqrBUOt/yYwdSPRc9zW1kbPJfdEW2ahp6fn73//uxZyuca4nC2gCUxd5cbiK6qZOu1igi1lCYOtpmtK2Yze8iQ5NgVbh/z4IvUWBzbT8ZJTU1NRFG3btq2/v39J+odS4pnAZ8+e7e7u1i6ucRwHtYG+xuoubGv2GhurjQIrUwqteUUjNmxQh7u7uxW59YamLmwbR3dwdbmxC/DWuIEsINjSpwvzNm4+2NoiLW6nlNZ9FTBOSKBjrSqVysGDB7dv374i977zSeBSqaSdIXpKeFJKbaH1Xk1gmmlrWuJH03KWUmBV7/C6devefvttm71ttUa1bH3PcBu5uY4xT1YmbxWz17ihbkGwNW40K63NWOob1xU2+B7ce7PFbbe3MzMzjz766Ozs7OIHMy8S/wQ2AieJVxqpwMYOm2YFTmrdEkaX+Puh3qWUWrNmDQqshfqwNnSZug2vZLNZ/kFub42PQMNgm9gjrXKmxyp1sEVpHWGWK2fTjAZb4654OTHuKq5fy0qbEggT9Kenp6MoOnToUG9v7549e5ovv7cEzwRWSvHqDT2F1EDNXu6tMesO7Sk0fkRU33DlOGZapjs7O8F8/Cv+uxaWtTzC6K2yJMn8KX0xPUl9pFXOYOv21ihtGt8c0kaNmpHd+4lN8RakRXXn5uZmZmaCINi2bdvOnTsPHTrU1A+4PPgkMNyq15g+IUH9TLqQjLXivUr8RR6Bg9psJCx/8KeYBGHtOLXiq5SCOLxhw4Z//OMfxogamO40j0el0nX8uIOtqr8e8b82NFY1461DWrexNt+qtRWk0u8tYq1QHCotzLafmpqanp4Ow3D//v3z8/Pf/va3F1BWlw2fBAZoCmSE2kvDrzG4aXGPRmBqBZbFMAyxTBiFSepzTlqC6Zup+aF9kAb8SVmCrRZy+cHYCEwLvqlG6bFq5K1N2qRRsI3sbUgN461tV3QPtLcWX0FpoTF5amoqCILJyclDhw7t2rXrvvvuS1MaVxwvBabQk4dlC0MobyviT43a8OiKRRP/FEWRYuo6gpJSatWqVbOzs7hPGoF58k//5EiPF5wbK7u6Nm/5Uy6tw7SEDWzULsfGk9ustLgf7i1IWyaAt/v27SuXy4899lhTv+TtgH8CJ7XF720mg2M0urpDHH9bUN+tip+rCWw7PHxzHMeZTAaOqq2tLUkSKrDmpwMqsGrSXoeuyh5sjZch+r3SSGtUzh1sYZE34040+Y3b3FvYpstQobf33Xdfb29vX1+fL8HWiH8CK1INtgGauaV1Y7SUC4wbWlmHwwB729ra4trYD+2/EIeTAZlZseBg6zZWWYKtg9hUEaXGJmxAoqaZ5hv9L74fm/lGb2ljMjQgw2O5XI6iaP/+/bOzs7d5zTY9HgushV8ehI15achGMoX1IyV4BA7q27E0gZMkgeiq2QuHBLE9qrVaa7YANMQpIhv1nGfOFLo37RVqqbLoqtJ5Gy8o2BojbVxrlDK6qm3bgnZc6/uJWLct9NZit+3OnTt3796dZplB72gFgbWTimXLXaU0us3fD5+ohVl6MNDIREs5hFywFx0GYrIIsKaHsohNDyANRnUX763x0YjDW17Zof/I9+nYFR9oUSWLUUG8PXTo0Pbt2/fu3dt0CfMHLwXWruXGdDohodIWbPk2fxqYqsH8FQjCaC9Up+Na5kyvDj09Pf/617+4QjGpWNJPge0gMC+9kLC4vXhvY0uktflmy401dbmltquAtkMabN3eTk9P79mzp6+vryWDrREvBVb1vcG0xNCSoWoVSJ4hu6HvVCT8gkVGgZMkQWlhA73V+q5i0qWURifFIjP9X2Uxlu/c/UH08hGbcmOjbI4wa5TWZizdoVF+40AL8HZ6ejoIgn379kGefAvL3G2JTwIfPnz4yJEjsG0sLlpAjtj0+gWgSP0TncFWJU1gNDauxV4tAuNFgftjLOtJbZg3XD7wQ5Vd4PTeGqVNKZtD2qi+IqP9Y9IobmtoAy1ggBQMtNi2bVtvb29/f39rJ8lufBKYYrzS02KRJEmVTfQDAtIUrG0HpkYj7X8TMh4L1NIEbsi6dev+85//GAU2lnWAXjX4Yxpv4/osPXZmyGm8jesXFWp4CdDOlAMaaaETaGZmZnJyMgzD7du39/f3r/gsgtsEXwW2lQBeYhxBFdC2+TsD1oAU1Lp2ErK8OyrdkKCWiqNINBzRg8eUO64Nom7KW6OxKeMtvyxGrBkpapQkG8+IA5oeAzMzM0qpqampAwcO9Pf3e91neyvwVWCVLouumla+50IasQmvSGTG5FbzM2SN29obaJlOLENTMP3GyxB8utFVfJpSWne8jVhlRAuP6aW17SSq77nVxlqAt1u3bu3r65Ng68Bvgav1i0LaQkeavfF0mv4JN5Ja47Zi4TpgPckOjdeuXfvf//6XasbH/UWk8hyRoddJCqiommnNBlvtR04TtCNnqow9t3yA1MzMzN69e3fs2NHX13cn12zT45PAQ0ND2IillDKWeK0MwXu0/SSm/hgjxgic1NqTuL1xHLtjL1qtBeG4vpskk8lUq1U6uQI/rqG0KTNkh7H0aqIFW9uuIhaxNXXhe1Fv6Ript99++3vf+96S3OzrTsMngTWMV3eusTGLbgpjNLZpHDg7mfFFOH4KlGxQt1KpUNXxOhKSNrOUGTL1zRhpjbI1DLbaDvlVIDJ129KVaMrlcm9v7+7du7dt27Yii9G0Bh4LrJzVYK2QwfuhrCvTEH/8U0poOt0ssAfuAwisTWwMSLcTjtm0eeuOkA29pf+i7ScxNbZpjyiqZi/1Noqi/fv39/b27tq1a6mKwZ2MZwLTrmClFBYXqq6mMbwnl8slrOPUKK1N44CNhUK7bBs2deEN1C6s5ZbLZTojSvtcd7DVxONRUTMWrXOYr+3NIT+/LT1Ua6HbFqb+SLBdcjwTWMMWfulTuti6LQJT8BWMsfg22AhId46qb+KiG4GzrTtJkvXr19+8eZPaG4ZhpVIxLgwC/9JUvDX+GhT+v7a92faDrmrDLUDaIAjuvffeXbt2fetb31r8uRaMeCbw4OAgjcCO0knLH0TpTOb/vyyPwDyjVmTspGKNWI4jTGMvgvZCAxhoTB3GiwV8F5pCG3Eb6+7+SbOfmKTKmrQ4qnF6evrAgQPSjLw8+Cew9grPonn8gSCcNAmNwDQUK2ea7Th4frGIah1FERlwAi1YsJ3UN0FlMhmbdTZpI9MdCRzS4q7Adm0/mrqQIU9OTgZBsG3bNumzXX48E5jjKLhYKKHYpfRW1S++gRHYHXgBbQ/KNFuIbse1CjDoinG4XC4rEnjj2qisarUKlefI1CiFmtFfIKW01FvjJUBbjAbWFZmamtq/f3+5XP7Od76ztKdVSIl/AmvtWI5ih6UTCl/M2n5S+gzwyrD2Hpvh2nvo2wqFAozLB3tpj1dCWo+iKML1q1Wt+dqoGWwkJEmmihqljUktQ9sVH2sB3sIsgr6+PmmRWnH8E1gjtoxh0oo4OIwpqBaXcAxGUht1TOXk4Zerq4VufgmgT/GxWCzCvbAwYdbeHNUSV1xYMwgCo2n0GyWmpmMusOYt7f6BfloccTE7OxtF0cGDB3fu3Hn7rGkuKB8F1sZjqXRBGLNoYwRGh1Ek6ltcvxq7SjczXpmmHCgmvxZ1+T7BtGw2W61WoWMJTaPXoKT+khSxHNsRtxFtBamZmZn+/v7+/n5pRr5t8U9gDm3HsmlszKKNETipD8LGT3RIq1JP0wey2Sy9hRJvxIb3V2tTIxUZAZI4+5CosVTdKoMObJyfn+/r6+vv79+6datkyLc/XgpsrAZrqSANv3GtGhzVJuhxaASGhiLYeUhm4dIe4MRUkda8cjsM5HK5ubk5bbAHHa3FB1Qaj19Tl0pbZUOjqLd445/b5G5dQlN4KbAGBCgtDlfZCC2tGkwFg6fcori2Lo+tjtpQVPwrDf704Kl+dNhGXN9ATY8Bd8XzZPp9tV4f+hRXkIqiCFZ+k3m2npKqd+Q2RKuU5nK5YrFYLBYLhUJXPZ2dnR0dHR0dHYVCYfXq1Z2dnXiPQn6HUe3WDaFlcSxVPy5Ki/+0m1RrxcU7ytJ/+dvf/gZ3EtXuMx6aFvGi6vL0mB+DFm9hrAXMs70979YlNEUrRGDl7A2OSGdSpVLByEaDXlB/szKqK39U9gjMU2hjrqtFaTgMzOTB4aB+dVu8iBiNpXlHtf5WXZAeB0EwPT29f//+vr4+aUZuJXwVmFeDtSzaCIQ+OnqRZ7A0j01qK+aElruN2qqjRvBSov07tK6F9fcl5MOh0XYe87WQCx22sIIU3BrTo7t1CU3hq8DaoGjFFuiwCYxTbSO2XFbEpv4DQf1CHCq1wJGp84aHbpiBhGtZwpUFNnitW/s6NNLSAVLf/OY3y+Vyy9xARLDhscDaK7StlasLwkCJz2az3F5Mkrml2qwg/GvM6sAxa0myHQlNofP5/OzsbEzuohQEAfQtJfUdyHFt9IVxgNTWrVthmVUJtncOvgqsnHODbd3CUPRzuRy3N2AdsAA4xlNrHoG5tPxSwvPnOI7z+Tyku3Gt0Rs/hX5cHMd8BSml1L59++bm5iTY3pl4LLCWRSf1nUnGUIxBuKHAGPTC2rqTboFt0tLjiUi/NDU5iqL5+Xl+7cDPolP2wNtdu2uRBI4AAAZrSURBVHb19/cfPHjw1v7Ewm2P3wJrrzRsxIqiCO4xyftXcScgFcy8xVuluAXW7KWP9HVj+IVryszMDL+C8CblQ4cO7dixQ5qRBcRjgdWC2qLhr7TGi87wWq4WgbW/xmS6j9Heaj3G8AsBdn5+PiGjo1FdaIiS5RoFG34LrGXRVFEtd9WCsLFdSlnudbSACMxxNFZXKpXZ2Vk6/EMp9dhjj+3atUsWtRDceC+w9ooWfm3VYFxeB0nYDISQ3G0wvcD0jj70OuIQ+H3ve9/ExMT//ve/Bx54YM+ePd/97ndv/S8ntAhtQ0NDK30Mi+XcuXP0acORkmAm/ZfENJ40YcSmWXvV+gHYWF/FDRj+hZkzFziKoo997GOlUunhhx8eGBi4tT+W0Fr4OhaaomXCMCIaoCOicVB0Pp9vb2/P1GMcDt1UCq0JjF21xqp4XN9FfObMmZX45QTv8TuFBgYGBmgQrlo6gbWmrIbRlQusyOoctj4kbSYD6sqjLmXFfjvBc1pB4KGhofvvvx+fai1YvFEaFFL1gTSTyeBjXFtETgu/xggckZsJ0dZjOuWIGysCC0tCKwisNWVprdAYG+nTuL5LltqrTSfUZhQCmsD0I7ACbPTWaHKc7v6JgsBpBYFVfYdwQoZkGSMwENbu0A0e4jhko8A0AmsVYGzK0j4rNg2uNL4iAgsLphUasQAaIXO5XKFQKBaLXV1d0JTV2dlJJ/fn8/nAdAtfbi9vwVKWURxad5EmqkPjOI5feOGFlfjNBO9pkQis6oNwlQ2HitiwZFzCLqgtc4FzDNHhoH5BDPwsrbmrSu4PFpEphFxjo9USgYUF0zoRWNUHYYi9EH4LhYIWgTs6OlBO/khx9yFpzddJ/ULqtlyab7z00ksr9JsJfhOu9AEsJYcPH8ZtrS06qm/HqjYat4zQtazozamhnZmvF8fr3u4NOJ4V/NEEr2mpCKxIEG5ra3MM58A6sBZmeZNVYJonDBFYWW75SVNoLYvmT+M4vueee06ePLnsP5XQCrROHRg4e/Ys9Ak7girg8NboMCUhA6dtAmvVYF4rxsd77rln+X8ooTVoNYEHBwdxYJbWr0OpVqshWcndJrCy3DEUI3BMln2mDhubo20ySyOWsGBaTWBFBmahq7xeCubYoq4jf04st01pKLBjY8uWLSv0Uwne04ICDw4OQiKtNRrRFixjI3PK2q8y3X+M58+O+rC2fe+9967IDyW0AC0osCKJNG8Nhu2ELHMV1N97wZg/B/X3ZFDOziSHwManK/YzCf7TmgIrpUql0uDg4MjICHe4Uqm40+Y0EViZHLZprBlL+cpXvrICv47QKrSswKp2J+GJiYl8Pk9TaFizJo29ylIBVs7p/m6ZudvL/8sILUOr9QNzHnjggStXrsC46K6urvb2dq3qq+XPyhJ7AYfDMbsRoXsDtt96661l/TmE1qKVIzDwyiuvnDhxIpvNPvvss3Nzc/Pz845eX1sdWNUvs67s9+/mGjue7tq1a0V+E6FlaP0IbOSpp55CS8fHxycmJqIogoWy0qTTboepqI7tJElu3ry5Il9faBnuUIEdnD59GoPwhQsXLly4AEGbzi7k/9VQaS7w73//e1miXVgkInATHDlyBN0+evQo3H+MQicYwytUbEUM/+hHP/qHP/xhmY9faD1E4CWgVCqVSiV8qt33lDMwMEDfLwgLRgS+tWhuDw4O8sXoBWHBiMCC4DEtNaFfEO40RGBB8BgRWBA8RgQWBI8RgQXBY0RgQfAYEVgQPEYEFgSPEYEFwWNEYEHwGBFYEDxGBBYEjxGBBcFjRGBB8BgRWBA8RgQWBI8RgQXBY0RgQfAYEVgQPEYEFgSPEYEFwWNEYEHwGBFYEDxGBBYEjxGBBcFjRGBB8BgRWBA8RgQWBI8RgQXBY0RgQfAYEVgQPEYEFgSPEYEFwWNEYEHwGBFYEDxGBBYEjxGBBcFjRGBB8BgRWBA8RgQWBI8RgQXBY0RgQfAYEVgQPEYEFgSPEYEFwWNEYEHwGBFYEDxGBBYEjxGBBcFjRGBB8BgRWBA8RgQWBI8RgQXBY0RgQfAYEVgQPEYEFgSPEYEFwWNEYEHwGBFYEDxGBBYEjxGBBcFjRGBB8BgRWBA8RgQWBI8RgQXBY0RgQfAYEVgQPEYEFgSPEYEFwWNEYEHwGBFYEDxGBBYEjxGBBcFj/g/V0K41S+eXYQAAAABJRU5ErkJggg== "embedded image (png)")
![[image]](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAAUAAAADwCAIAAAD+Tyo8AAAACXBIWXMAABcSAAAXEgFnn9JSAAAgAElEQVR4nO2dS4wcV/W4b3VX9/TMOMCWOARlhwSKQzz2PPFMJNixQ2xjhFBIsLFIsBMnJHhCPI5xFqBgCYUF2SBWPBYIVkiesccztodE7FCkWGxASMNgx/Pod1X9F+fX53/6nntvVbdnpuva51u0qqu7b3VX3a/PfVeQJIkSBMFPCoP+AoIg9I8ILAgeIwILgseIwILgMSKwIHiMCCwIHiMCC4LHiMCC4DEisCB4jAgsCB4jAguCx4jAguAxIrAgeIwILAgeIwILgseIwILgMSKwIHiMCCwIHiMCC4LHiMCC4DEisCB4jAgsCB4jAguCx4jAguAxIrAgeIwILAgeIwILgseIwILgMSKwIHiMCCwIHiMCC4LHiMCC4DEisCB4jAgsCB4jAguCx4jAguAxIrAgeIwILAgeIwILgseIwILgMSKwIHiMCCwIHiMCC4LHiMCC4DEisCB4jAgsCB4jAguCx4jAguAxIrAgeIwILAgeIwILgseIwILgMSKw8HAxPz8/Pz8/NzcXMObm5hYXFwf9BXsjSJJk0N9BEPaQ+fl5pdTS0tLS0lIQBEopfIyiiOf/2dlZMHy/v2hfiMDCg8abb7554MCBq1evLi8vl0oliK7Dw8ONRiMIgiRJisVi1CGO43a7jU/b7XYcx0qpK1eueOGwCCx4z8LCwtDQ0PLy8traWqVSCcMwDMORkZEoiorFYqFQUEqFYRjHMRgbmWg2my1Cu932wmERWPCMxcXFGzduFIvF1dXVtbW1crlcKpXA2DiOh4eHQVp4RGICxt4oilrdUI0bjcZf//rX2dnZQf9iFyKwkHeuXr16/fr1YrF46dKlSqUyNDQE0lJXAeptEARUYKj3osPtdrvdbkOktTncbDabzeZf/vKXY8eODfocWBGBhdxx9erVlZWVMAx/+tOfViqVcrmMYXZoaEjTlXpLpeXb4DDWddFh0JjG3maHRqPRaDT+/Oc/f+UrXxn0WTEjAguDZ3Fx8datW2EYXrx4cXh4uFQqlctlqMoODw+jn/xRi7HuRyBJEiowjcPgMHoLG81m8+jRo3/6058GfZLMiMDCAIB6bLlcvnDhwoEDByC6YlU21dhUV7m3FKj9ag6juvQRTX7xxRdfeeWVQZ82AyKwsB8sLi6ura2FYbiwsPDII4+EhJGRkTAMsTDsxqao8akNpRT2HvHYaxS40Wj87ne/m56eHvSJ1AkH/QWEB5Nr166trq6GYfjOO+9APRZ0/fznPz8yMmIrBqd6697IjlIKmqC1wO5I7Wc/+5kILDywLCwshGF4/fp16IyFZqdSqXTw4MFKpVIk2PzsSdqM3iqljE+VUlxd49uUUkmSJEmytra2srIyNTU1uHNsQAQW+uTChQthGK6srNy4cQPbikdGRh577DFsKy509/EYjeXbWUTFnapb0VRvtUT4n0VAhlsmSUKHf9y8eTNvAksdWMjKwsJCuVxeWVmB4RMQY2H4hGZsIVsHT0ZdHZFWWUQ1is3TiaKoXq/TRiysCdfrdXgEcM8///nPAV+GbiQCC1beeuutkZGRa9euffDBB2AstDl99rOfzdi7Y3OVe5vqqkNdbTtjDAeKxWKtVsPPKqUg2JZKJTpmC7d//vOf/+AHPxjgRdGQCCz8f956663R0dGrV69CPRb7daCPx90NaysGZ/G2JxQrD9sqzFnSgSBcrVa1wRsADb+4ffv27QFfJ4JPERiqW0qp5eXl5eVl6JGPoujVV189e/bsoL+dl7z99tvlcnl5efnDDz/EhuKRkZFHH310eHgYenfculJvbS71qlbfuvL0FStIawmWy2VFhlhijRfjMOQx7PRqt9s3btyYmJgY5GUj5DcCX758uVgsBkEAG5CN4NQXi8V6vR5FUaFQaLfbtVqt3W6/+OKLuSrb5JClpSXo2rl48eLo6Cg2FEO/jruh2B1s3Rup6iq7ZrtobEBap+hjq9WqVqs7Ozv1eh07gSHY0thbr9drtVq9Xn/hhRdOnTo1uMvYRR4FXllZeffdd//+979XKpVKpTIyMgL9EAGppWD4xcE09Xq91Wq9//77R44cGez3zw8wDSAMQ5gGgL07YRjSrp0CaXPS5LTt6U/UVNmMyWppGg+h0pqdVbe09GkURbVabWdnZ2dnRxvCARqDt/j45S9/+Te/+c2ALqlO7gS+du3aN77xjUqlMjo6WqlUhoeHYQIKzPPEs686xR4YT4OtiPV6/dChQ7/+9a8H+BMGyLVr11ZWVorF4jvvvDM0NIQTd6AwTGcCcG81Y/GptuF2Sduj0vp4jClnMdYtKjfWaC8C1eDt7W2sDBtjb61Wq9VqzWbzo48+2ser6iJfdeCf/OQnly5dGh0dDYL/+2eBPnTYKBaLYRgWOtNK4CVwGAUul8v/+Mc/nnvuuV/96lcD/jH7wtLS0s2bN2HAE+gKxj7++ONobIF16thmAlCXUr1yqxWYomLqP0Jqmj1Jy58qpi48hapEuVxuNptQNdP+3eiGUio/1eB8CTw/Pw/9iglDKZUkSaFQKJfLeC3hJTqiFRz+6KOPxsbGfvnLXz54xWmYuFMqlS5evDgyMoIB9uDBg9oQRfdMAJurGSNtRsdSD9RTag5XgzRv+VMKNLPDyWy1WvSvjZ46PJm3bt0SgXXm5+e5t1jCx40gCMDhQuH/ltTEySXYC18ul4eGhk6dOnX8+PHnn39+ML9nl4BpAKVSCacBgLGPPfaYNg2AhwtN2oyPRrDgo71NmVqb8A1asnshrXuDwndipoIWZizipXLr1q3dvcp9kyOBYUVPY+DFDXwznmh4ig5DGbLRaECh6Le//e2HH37oV3H6/PnzQ0NDUCqGybHaNADs3dFwDKKwudSHWlxX4yNP06a9TVSbsam6Gu3lJElC30nPmxul1M2bN+/zKu8WeRF4cXFxaWlJMYFtMgdBgGP0giCAyjCGIyQMw48//vjw4cPvvffe2NjYgH+khbfffjsMw+Xl5Q8++IA2O2GpmMbYwDTun2MUybHhyKz0nVriqQniU9WLsYGpJBzcn64UzEKqu2SX6jCmACtX5oG8CAyL9yqLwPgS/UiBjLNVnXHnWrMqXJVyuXzq1Klf/OIXhw8f3t+fZWBpaQm6dlZXV2/evAlt7KVSaXR0FCbuFMgEgNQBT0ZpjTr1FGMViUg9GavtVNl6d4JsATYwuWrcaexboa5qZTqIxvwkOA6RE/IiMIRf1enjdZSiqdI0h6lOS7UmMOSnMAxfeumlL3zhC++9997+/zqIsRcvXgRd0djPfe5z7q4dm64BC4ZBmq50j7J0wGoHCpi3tsRt0AMpomjAjA1MlgZ9BVutbMxlpvbio/Y16PekntPslwdyITC9nwUEUkcpmgKZqdhZ+1cppQkMO+FpqVT6+OOPT5w48eyzz46Pj+/pL4Ihiqurq7du3cKunSeeeKJYLMIIigJp0szYJWt8tEnlcEyR4qJtI0iLsVmkVU5XubEOdbPAA6zqdi/1UTu0Vvqj78mPw7kT2GGvsTiNckL9MI5j6AbQ8hC87TOf+czt27dfeumld999d3eL0wsLC8PDw9evX//b3/7GJ+4YjS04m50yepvdMcchdstYm6X8UWXTNXAGUm1/EOijkri9mrS8WMfjhO24q6urk5OTxpf2k1wITIEzaCxI0zfQDWisAoeVUlEUNRoNyJeqkwlwD9j+wx/+8Iknnnj//ff7/p7nz5/HqXb0bgCPP/4479pJrcpmfMxOlv8FR+L8HzCLsW5Rjera9vBcob2He6XFUoe02jY+xTkMmAPxkZMtm+w5uRDYWIR2F6ST7jIPCFwqlQqFQhzHEAB3dnYUaWxst9uYlUul0r///e+TJ09evnw54zeEG+1AWzGWiqEeiz09xriaUVr3zp6MTf0XoGny9BWTVjFjuauan4E9wKbqSjMD/Qgvf3Fdlekv3iittgdXe7cZS2cFR1GUh/CrciIwtmAB9Jym2gsEQQBxGMZL4/yvra0tvPYQhNvtNmp2+/btycnJy5cv8+I0dGuFYXjhwgU6qHh0dPTRRx+FPws8Ig4AcKvLLXVvZNc1i6u2MKt2KcYGlgCbXVeaAfCztkir+pXWAQhMb7yizS6k9Pqj9ohcCKwB5yv7eVekoovdv3TUtOpc5larRXP/pz71qVKpdPr06W9+85vr6+uQzvnz50ulEkoLRWIOHkjb0Izi6tqkcntrTHZX/guMujqM5aIG9mDbEw5vubQOe3vyFnMaDqrnc4NhjJAIbAZ7gBHt/Drqw/T9KDAE4TiOITPhxaBvoyaUSqU//vGP//nPf/71r3+Vy+WDBw8ajcVIqz1q40ZSpc3olS3GusNsxvTVXhprc5hfOPfO1EcuqsrgLTWWbkDzp/HGhWgv1dj4G/efwQvMsXlrvGAUdLhQKKjO2khJktBSELwBCtJYnIYq9Ojo6CeffMKN5SGXq6uNu8hiLO5UplETRmkdodUtrUqrxGY0Nruu9Gpq7+xP2v681XKR1rxC26iSJIGpSFppmcdeETgF/h/Jrxa8k5scdIZtBEEAHUtJp3QE5x3u8gz2BiSUffrTny6VSgcOHNjc3DTGWy3S8qEXWoOzWzBHaHUH21Rdlb0JSlmMVdmCLX/qQPN216U17uEZhrvKvcUyGkRgvGMDv/cKbszMzGQ8D3tNHgVO7BGYX0LV3XeHWb9YLCadvges3mD7RBzH0GSN6/LQUNxoNGy6OgKv5rBNV7eitrJxdmMVC7ZqX4xVrGvg/qU1WurGbSzVNWGtzXRiuRFcryMnTdAqtwLz66F5yzVGgk5BOiBBGFbtwOU7YGfQmRGhObyzsxN3hlU7HDbG3qJpOGSRTELIaKxNWpWhj0cxb9XeGIvXCz/LLwf9n+WP9+ktzR59GKt9nN8oWPMWH1977bVez9IekUeBVXfLEz/X9BorU0FaMwcFxkoOpBYEAYbiYqdijA7DRvaoixvQyYQNWtmNpXuUqXfHqKvRW7WXxqruYMt32qS1XbUs3hprs9qGrWxsNFlLP4oiHmz5jc4ajUau7hWcU4FTL5stN2DWAf1gQ3VK0XAlIA6jw0l3KEbgzldudbWoi+NJYEMT2O1tr7qmukrNtG33dEXc+xNTgFWWYGt01XHdbcYmLMymRlpbpoLsYZOW3qkwPxVglVuBbVGXo7rrwKqTY4JOkTXpRFr4iwWBoSkLLx5qjHG72GnKTlVXC7woMI4q4fXh+9HVYaxxQ/VrrOqWNuhxhkB2b20YRU26jU1MrjoyjyOMY5mZ20uXmI2iaHZ2tr/zuRfkVGDtLGv/te4LDykEnZqw6mS+KIpGR0fRYVqKhg+iYFFnWbMoijRpbQ6XukGBM0ba7AE2VV3j057OvGNnYlHX9pReFPdVo5fVFmOTPfAWH1HRGqHaTRzH586dm5ub6+/c7gU5FZhfD+MF5plDdbepYHlYKQV9A7hmd6vVgo9ooZiWoqG7z+awVmzm9kIVuidd999YlU1ax6Nxw3aB+OWzGWUzFrexOSNVWp6LtMRhXXFcArparXJ74WzwcUeDJacCp14J49VSLFeBEhCH404penR0tF6vb21t0RRsoRjHfhhLzmEY4v0NsOrrFliZRDVa6pZ2t4zl24lTXfdGFvgFtXlrDLa0GdKRuPFPgacPwN86Db/oLaz2DifkypUrfZ/zPSKnAqtsDdH8yilWJcZGXVg3FG71AFcLpp4gmsM0evdnb9hZfS6fBWO1G2FWpanriITGGMvtot66D2FzNbF4iynTwrMWeFutFpyi2dnZXBWeAQ8E1i6b8SrSiwQfRw9BRdiDsxTgPiPValVLhzqMH0+ShPZLYVeTpqvRXqAnV/dH2mSPw2zijLQOY+EpHf3qTpknbjycMXGg1WqBvRhyt7e3aeBVSp07dy5vhWcg1wLTK8QvTMbco5TCUjQGYaBWq6lOExdCn8ZxHHQ3UAekpdroqrGty11Cdmz3ROIsGKv9CrOJPQYaw6C2ByOt+4/brWtisldTF+pHrVaLqgvU63V6Yq9cuZLD2AvkV2B69vklpPv5U0xBdXfMQKEXHQ7DsN1uK9JHouUPlFmR20ZrVWLapkXR9sBX2l1pE2eM5RuJRVfldJXvcetqNMqok6aWO3Fj+rYDaTGWe4sDnmldd2trC6MuFJiBPi7NvpFfgR0XOzFh25+QgnTYuYMGOgyrdlAw5GopB6QLF72lrmpKa2Di2rF6OifJ/RmrdqOHlhvl8CoLxsvH9xsTNx6FFr/pBk5RwA2IvVtbW+12e3Nz0xdpKYMXeH5+/s033+T7jVcRn2pZJ+n+A4bsGJMqMVaDIQhjTRhK0VwMKjAqHZDpig5XA9PgDZpyxjPDv5Xx1YRZqkwBVtldVXZ1jV71IVVs6fUxbvOj8JS1o0RsDQ08nDa7CIvNcRxvbm4eOXJkcnLSL2kpgxfYgS1P2PKWtgffA6kFnWV3IAjjLUvpp+jRtbqx6pTGqaj8KbeXluHdP1bbE3TPDUhMxqpewqzKFmNtRiUmYxOLrlmkdaSfsCvOn2q68qfaZMBmswlD3MfGxsbHx6enpz2VlpJrgbm0iUXUhP1ta/kVvYrjGGvCNAhTXel30EIxb80yimrcQ5NN0nRVTFFlcVWleWt8ajx7bp0Sy/9pFmn5BbI9TU0fj6JNvo87q9Jpc3er1WqhUIBIOzk5mauBkPePNwJrecK2x5gXITVQCIPwUIdGo4FZPGAt0vjZpLsabENlKyTDe7jGQHZj1X3UZo26Gl2iJxy3tZYhLi3fTn3sVVosHkOARWmhGfnMmTOtVuvs2bN95j8f8EBgbqwxo/D99FVIsFAoJEmC3bYQgbe3t+n7lV1jlSG0ZrEXSIi9iclYZRdV2XVVFnttZyaxRL/EJK2mqzYoSjuEW1R+4YzGcl0RkJY+Tk1NTU9P1+v1H/3oR71mNk/xQOAsxmr5Cd+sujN6QBa+w5ow3JddmUrRWvk5y3dOWFDle1RmYxULsKqvSMvPXk/GGr11SJs4Xc2SeEwanzSBcdoQtEW99tprURSNjY09ABXaPsiFwLOzs9rS0IgjexmzKX9DTCKw6sz1p/1JQ0NDuEYHvi0gPcC26nHS7Z5isVGDFpsTp7Eqg67GA9l0SuyR0GaUUS1HysbEjUcxlr21xifa5YOzUJrNJox2/PGPf9xut8+cOXO/Oc9/ciHw3NycTWBHxqJABnJPT1Gd8i0PwlpvMJWZNwVrCqnMYRBTsD0aN7IfwqZrkiEA2rzVRjLGLPCm6grbxg4euqFJCxtobLFYPH369ANfoe2DXAjsgFvKcyfdo9XKtNwGadKCNN6ILOosFMpbg41kMQoODU3fqlMDV703QfE9th8Ym8KszSvNVdw2RlrbIdzq0jQ1gWnBGMvG2NlTLBZrtdrLL7/carXyswBVDsmFwHNzc8axHEopmrccJN32cuHjzt2osCsIBzPDXKIoimgRF2u8VHvVEYknDgSdBeXdHUjZ1TWSKlWvxmpv1g7Ej2JLlu7n3bN0G5qLsdEYarNBEFSrVZD29ddf3/189iCSF4FtLzlyiZaHHA7TTEkFxoI0rJ6F8CAckMHSjuybXeDsutq8NT7avput2pnqqu1/wQGXFhuNNWlh4PHRo0fHx8cnJyePHTu2a1nqoSEXArtxZxeaBWNWhKYbcac1SwvCxc7dWJLuaipFE8lGEAQQybNIqywC0x/lUCvVKy4tbT3eC2k5dBQUehvH8ZkzZ5rN5vj4+MPZdLyL5EVgR0O0pqst72IudDRlYZpaENYisHIOsYg7t2hBV7V4G3Xfd0P7AkZpubpunRxe8XZdnmxqym5v8RD8tiPayArsoZ2cnJyenq7Vag9PD+3+kBeBszdEp+YtW7UZM7E2jLnYuSmZQzwt04PAxmFY9OPFYjEhiwHghIrs3ho3HFJxaR2JZ5HWGMapqFpbFBpbq9WmpqZmZmYOHz4sYXbvyIvADlLbsWju1NpOaN4FQCpFlsvCIAxzg21Q5VRnerDDXmhz5pMKbd461OW/1xhmI9OUWre02lG0ZLWNiHXzwE5Y6BM6e55++unp6ekjR46ItPuDBwIbc7AtRxojMOZ4yNOoHEZgQGWbVQdv47bzf4o4jnH6YUBmU6QGWzdGaemXzKhr3P2Xx72NyAwBzV4wFqQdGxubnp6WCu1AyIvAtlnBQJZsjdlXc5hnZUiTN0cbD63Ziw4rpajDmj8A/EFEnVWmaQTmOtns1WJgbIq0XF1jstpLmrraUyotth7DdLxqtXrmzJl2u/3qq6/uWg4Q+iIvArtJLUVTsGhHMy7N3AWyTCQNwu7YSzfwi8Hi0nEcw7ziuHNLtJjci1ib5W+zS9OVq+U2NvW/ICEtfFxa3KA9PbBRq9VQ2mazKa1QuSJHAmdsiDZCczNtFLW9E5LV+pOC7iUpISmHMEmSFAoF6BeJu+9miN5q5WfVWSeE6xqbgi0/In/qkJYnrkkLtBgwHOqZZ54ZHx+v1+tvvPHG/uUDoRdyJLC7IVrL647iotFeWmpNOvMKtFJ0sVh0VCnpEVVnXGTSaayC4xqXuQvILGLV/WdkbCvicdUYbFON1aSl0Gk9tJO2Wq2+8cYbrVZLWqF8IV8C26rBmB1tQdWRcY2eJ93jonGKEowNorbH3TEZwrIi7cwJuTmLVmymS3bABo+9tuKx9qeT0VujsVpnD0oLG+12++WXX240GlKh9ZF8Cex4NWM1GBzA9lLjq7ZSNMZS/mZqLwocx3GhUKCPQec2iLR7iXY40R+SXVqjt8bo7ZhDi9LWarVjx45NTEzAulB7f2GFPSRHAqu0ajBtgHHDq8FajTFgi2yAww57qS008OJjbBoFHZDh0EH3Qh+xJbRqfyL09/JtTVRtDi2MN4b+HqjQTkxM5Or2tsJ9ki+BHdXg7PbGpiF+XD9MmVpnLDPT8BuTaioEXh5jjQ4rIrBDV/5PFLNgi4+pc2hxJbdc3VRe2EXyJbADLVunmkwd5q9ilywkTluYjOpq2iRJgvZylCn24q9IVVezVLNXkxb7e7CH9ujRo1NTU1NTUzK552EgXwK7h3M4hKTQyiqvKCKBZY0rXspFgTHo2dQ1Bl4K15WiSatt0DVTce3FIAhqtdrp06ebzeb09PQDtmaqkEq+BHaTRV3cprVBrnFiWc5KWSYbaNEvYvOQNHuN398Yex3S8iWOsYdWKfXKK680m01ZreIhJ3cCnzt3ztGZlL0mbKwDU7ATSKsS8/BL7Y3juNlsxqYIrJzqKiIw/YZxd2yPyFw8Gmyr1erMzAwMOZYKrYDkTmAHWuUw1WRjUxZ+JOhuE7aBUsGncB2JLOry/wX8Jtp30+bi0R5aWX5RcJBpAbd9xhbHlFKVSmWkwzCh0g3ccmF4ePiRRx4ZHR2FN1cqFbwpYalUgsHPUJPc2tq6e/fuxsbG+vp6s9lMSEMxbeONogjuQ5kacgEt8GrG0kIySNtoNGZmZiYmJmC5410/scKDRx4jsKM32BhybXFYqwbTmjBMHlTds4hwjxZ+8RDgWLPZdHhL04lJdVcLtiAt3Bh+dnYWemhlWIXQK3kUOHVQtLFIbITXgfFTmKCx1YrbG0URxkntW2lFZTgQr/HCzB7soYWV3GRYhXA/5LEIrZxFUywSO0rReOOykZGRAwcOwEdwP5SloQgdRVG9Xt/e3v7kk082NjY2NjZqtRoWnmnMbDQaOzs729vb29vb2lei2lN74bP1eh1WOYZhFVNTU9IKJewWeYzAboytyu5SNB8aTSMwohWetYgN4XdjY0ORkGuMtHEcQ9k4DMPx8XG445YMqxD2gpwK7OhMikzYHObtvUCxWAy6pxYASimbvY1GA7TEeKsVsKGEHIbh2bNn2+32zMyMzMgT9pqcCpzlXg22qKvt501ZAKSmvR/lpGa2O3fWWl9fv3fvnvZSvV7/6le/Oj093W63z507t48nSRByLLDtpZgt4ESN4lZrpWiERmDeykW3cdXFra2tO3fuQED+2te+NjMzc+zYMQmzwgDJqcAqWynaKLOxFM2DMM5eoOGUa4ydtP/973+PHz8ex/H8/Py+nghBsJNfgd2laHcFWIvMNAjDjQhpBAZAVB7PcRL8iRMnvvvd7+7vORCEFHItsO0lTVSqq1FpYxFadW6DEnUm5fHAjuF3fX1d7BVySGHQX8CFrU1IKzlT8XgcjtiU93b3ijNoKZcf9ler1RMnTuzzbxeELORaYEcQNnqrlZwpmrpttlIUCEyTwv1PPvnk9773vX383YKQlbwLbJuhzou7kb0hGtqiYH4PQm97SSMwAi/t7OwcP358n3+4IGQk1wIrpWxNvsZKrxZCtT3cXhqBtZCOYj/11FNjY2P7+6MFISv5bcQCbKXoxH5XLlsQpjVhpVQURUmSQB9vo9HQ/gvA3u3t7W9961v7+XsFoSfyHoGVvSkrsmCsD0ekBQsXqWkStMIzcOjQIQm/Qp7xQGBbKZrXgbWyNN3AIEyXmAJL6/V61D1kGvZvbW1J+BVyjgcCK0sQNhaYeSjWmrL4IhjNZrPdva4yvPrkk0+Oj4/v/48VhOzkdD4wxzhDuFwua3ODK5UKzg0eIpTL5VKpVC6XYRtW5IiiqF6v1+t1GOq8s7Ozs7NTrVar1eqdO3fW1tb2/VcKQm/4EYGVUsb+JF6KdoRl2jpFw6+2E5BxV4IXeCOwsSaslZmNGmtladQV7W0y1tfXv/Od7+z7TxSEnvFGYOOgjqT7Dgxaq1XEGqLxKbZIa9EY+P73vz+Q3ygIveKNwCpDEHa3SNPitNaNRO2t1WrPP//8vv84QegHnwSem5vjzdFGV7nGNBRjb7BmL2w8++yzA/l1gtAH3rRCI7w5GlZ7p8tTwiMsQImt0ADelzAiK11VO3zxi1+8fPnyIH6WIPSDTxEY4EE4dSyHVvvV2pxhKCVsy8gNwS/8E3h+fl5rzTI2RIgxIUEAAALSSURBVHN1o+47dIK32A9crVa/9KUvycBJwS/8E1ix1iy3vXSbD8MCdbe2tra2tr797W8P6AcJQp94KTDvUtIiLW/N0srPqO7m5ibYe+jQIRk4KXiHlwIrpRYXF6nDtk5gW+0X1ogFe+HxhRdeGODPEYT+8FVg1e2wuxpMy894iyMIvGDv4cOHp6amBvtzBKEPPBZYkcowHZJlqwNDmRnU3dzcvHfv3r179zY3N8fGxn7/+98P9HcIQp/4LfDc3NyVK1dg21b7BeAWhODt3bt379y5s7Gxcffu3ZMnT/7hD38Y7K8QhL7xbyAHZ3Fx8ZlnnikUCjCEQ7vVaKVSKRaL2HZVrVbr9fqdO3eefvrp119/XW6MInjNgyCwUmpxcXF+fn51dRWGZNHBWOVyud1uNxqN//3vf1EUnTx5slqtyl3IhAeDB0RgYGlp6etf/zo6DAI/99xzURQ99dRTR48eHfQXFIRd5oESGLh06VIYhlNTUxMTE4P+LoKwtzyAAgvCw4PfrdCC8JAjAguCx4jAguAxIrAgeIwILAgeIwILgseIwILgMSKwIHiMCCwIHiMCC4LHiMCC4DEisCB4jAgsCB4jAguCx4jAguAxIrAgeIwILAgeIwILgseIwILgMSKwIHiMCCwIHiMCC4LHiMCC4DEisCB4jAgsCB4jAguCx4jAguAxIrAgeIwILAgeIwILgseIwILgMSKwIHiMCCwIHiMCC4LHiMCC4DEisCB4jAgsCB4jAguCx4jAguAxIrAgeIwILAgeIwILgseIwILgMSKwIHiMCCwIHiMCC4LHiMCC4DEisCB4jAgsCB4jAguCx4jAguAxIrAgeIwILAgeIwILgseIwILgMSKwIHiMCCwIHiMCC4LHiMCC4DEisCB4jAgsCB4jAguCx4jAguAxIrAgeIwILAgeIwILgseIwILgMSKwIHiMCCwIHiMCC4LH/D8gKTuDxTQkSwAAAABJRU5ErkJggg== "embedded image (png)")
Рис 4 рис 3 рис 1
![[image]](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAAUAAAADwCAIAAAD+Tyo8AAAACXBIWXMAABcSAAAXEgFnn9JSAAAgAElEQVR4nO2dWWxcV/nAz519vGVpmrhJahQ1oLCoTeLdiRdeKFQFRW1pi3ihD2WReKA4MaQg6mZx4iwNWxBUqhBSJaAqT1VbUF/sOLEdr3EIpEUUJCRAtEBb757l3v/Dx5z/mfOdc+aOt/GZ+X4PozvXM2fuvT6/+31nufc6nucxgiDsJFDoDSAIYvmQwARhMSQwQVgMCUwQFkMCE4TFkMAEYTEkMEFYDAlMEBZDAhOExZDABGExJDBBWAwJTBAWQwIThMWQwARhMSQwQVgMCUwQFkMCE4TFkMAEYTEkMEFYDAlMEBZDAhOExZDABGExJDBBWAwJTBAWQwIThMWQwARhMSQwQVgMCUwQFkMCE4TFkMAEYTEkMEFYDAlMEBZDAhOExZDABGExJDBBWAwJTBAWQwIThMWQwARhMSQwQVgMCUwQFkMCE4TFkMAEYTEkMEFYDAlMEBZDAhOExYQKvQEEUQx0d3dLC+uD43neev4eQRQHfRn6+/ulP7W3t3d3d3d0dKzDZpDABJEHEGCfffbZQCDAGHMcJxQKOY7DP5BOp1OplOd57e3tfX19a709JDBB5KC7uzsUCp06dSocDofD4VAoFI1G4U9c3XQ67bpuOoPruolEorW19Y033ljTbSOBCUJBT09PKBQ6c+ZMLBaLxWKRSCQYDIKukUiEZdT1PA+ry5eTyWQ6nX7llVdaW1vXaDtJYIL4HwMDA8PDw+fOnYvH4/F4PBqNRiKRcDgcCAQikYiTAT7sCmB1wd5UKpVMJpPJ5LvvvrtG20wCEyVNf3//yMjI0NDQ+Ph4NEMoFIrH48FgMBQKBQUcx/E8z3VdeOX2Supyb/lCfX39b37zm7XYfhKYKEXOnj07NDQ0MTERi8Wi0WhFRYXneWVlZaK0fCEQCMBrIBDg9nKHRYHBWCxwMpmsq6t76aWXVn1HSGCiVDh58mRFRUVvb29lZWUkEikvL/c8r7y8PBQKSZGWS8u9BRzHCQQCnueJERjsTWXQCZxIJF588cXGxsbV3SkSmChmTpw4UVFR0dPTs2nTJmjQhsPhiooK6ExW6iqFXO6t+JYHYR54JZKIRCKRSCTeeuut1d1BEpgoNvr7+0dHR4eGhiYnJ6PRKEhbXl4O0oZCIUlXP97yZVhwHIcnz6lUStSYB154TWTzla985etf//oq7iwJTBQDV65cuX79+uDg4OTkJIz6QJiFpixuzepecbDFr7wvWuy7Ao1FhxMaXnjhhYaGhtXacZoLTdjKlStXhoaGhoaGxsbG4vF4LBarrKysqanh/U843iojLXQvY2O5rtheeCsKHAqFUqmU+EO6zf7pT39KAhOlC3Qgj4yMwGhtZWXlrl274vE4l1bXgSz1SOlyY13IhbdSjs07q9LpNP9FcbgYMzU1NTY2VldXtypHgwQmLKCnpycSiVy8eBEibVVVVU1NTSwWw9LykOtT2pzemotyXRcauouLi2ZvGWNehueff54EJoqcgYGB69evnzt3rqKiAuZX3H333VKkxQO2ORH9VL7l0hoKFE8ByWQSzhrcYW4ydDBxb/mY0+Tk5GodJRKY2ED09fWNjo4ODw9PTEzATMaamhoYqsVTLAKqoVqzbNhVUVqfRUmvfGMC2ckz7x7m9oqztZ5//vkvf/nLKz9iJHAe9PX1DQ4Ojo2NQVdnKBRqbGz82te+VltbW+hNs5uenp7R0dHR0VEY7KmoqNi9ezcf9VFOsQgYh2p1yuH0eIX+87ewBnbHExAnS4usVhCmYSRfXLly5fz58xMTE+Xl5ZFIJBaLwf+eMRYMBmtra5944on77ruv0JtpE6dPny4rK+vt7a2qqgJpXdeVplgE9AO2Sm/FtwZpA6iRrCtH2SrGuK67tLS0tLS0uLi4sLAwPz8vjhstqUgkEj/+8Y9XfuongXNw9uzZ0dHRiYkJcWhRgjEWDAbvu+++U6dOFXp7NzSnT5+Ox+MwmZFPsaioqJAiLdZVsi6nb36kVX5XKa3OXsYYXwBXucBzc3NmhxcXF7/0pS89+eSTKzykJLCWCxcuXLp0CWYFQODF9UysDYyxj3/8488880yhN3xjcerUqVgsBn1RcOUAzIuSeo+VroqvSmmVr9w6g7fStyRXzfFWVJcvw8wNUeDFxUVQVxeEl5aWhoeHV3h4SWAFg4ODjz76KFykAl0pcD23oU44mWnuH/vYx55++ulC70GBGRgYGBoaun79OkyxgD5k6EDGfciGoxpEUyzMEVJXSF7mS2+Z4KoUdcVXz/O4wAsLC3Nzc7Ozs8oIvLi4CK+Li4sk8OrzwAMP3Lp1i4cLsFccXdTZy/+v+/btO3bsWKH3Y70ZGBgYHBwcHh4eHR2FKRZwjR6/sDZnvJXQGSsdcJ2o+B+kM9YQb1m2rthbcSGZTIKW8/Pz8/Pzs7OzPAhLAnOHn3jiiRVm0dQL/f/09fV97nOf27p166ZNm/i13dJlK2ItEVM78b/+l7/85fvf//43vvGNQu/QetDb28snM0aj0aqqqrvvvhs6+cT5jIZ4619avoBLwKXxopQlmGEoQ2Z6b/ky31kgHA4nEgl8KnGyT/crhCLw/+jr63vooYe2b98OgRdiL/wboObh2QKQ4OE6EQgEPM/78Ic/vLrXnWwcenp6YrEYzIsCaSHS4kvhg2hqlAGdrvxVOgUYCjFIK/2zmL8MWemttAb6onkzeHZ2FrJoZfIMy0tLSyMjIyv5X1AEZoyx/v7+hx9+uLq6mtvL7z+orJRiddGd1P/2t7+9/fbb99xzT6F3bnWAC2vPnj1bWVkZi8XC4fCuXbv4FIsguvuM5Fi+EVKUVlTXp/wGYw26mo3F6kqIO8sPiO6nA8K48UoggdmVK1c+//nPV1dXl5WVcXW5vbjTRdn0VdaVF1544cknn9yzZ0+hd3GZ9PX1jYyMDA8P82v0YF4Ub1YYxn5EP/0o5+QZaaUSAsaTqc5bbKxS15ym8TQWb7OyeojrV3hhQ6kLfPXq1ccee2z79u0wUBQWWEn45fz85z8/ceJEofcyD/r6+q5fvz48PDw2NsbnRd19991wTMSUGLdpDd46ueKteGx13oquGv4FgUxwM6jLfEdabK/U6hSnTOqM5T+KCxwfHyeBl8m1a9cee+yxbdu2wQwNpb26HqycDrNMXenv729vby/0vuaA3+StrKwMpqzs3LlTDLY4xubbHFVKG1D1aUknAqkc7L8ShsKs2VvmI9Ji+OUKur+KeosrOfn+okTpCnzt2rVHH310y5YtZWVl4XCYh1/ouBIF1tVXcwXiFeXatWt79uypqakp9B7LnD17NhwOP/fcc9B2qKysBGnxvgdQW9RnkMSvBm+VReUlrVJXpbFOrjArImomCSm9cicldZUfWxWHS1fghx56aMuWLXygCLzFyTPOFZWVjKNcOTw8vEEEPnPmTDgcvnDhQllZGfQh7969u6ysDGccOtMMB0Ennp9CdN7qjrCDkmTmw1umcdURrv6TUIZQlm0jQxcwiAv8W0pW+A8tUYEffPBBPkMopMFPuoirqTJEvPvuu3//+9937dpVkJ2FeVEXLlyA+RWxWKympgakDWZPsfAprX9jlyeteADxwcT2MlVHlIMirVJdEayxlCHrYilT+QnXIeGV0pqRkZGvfvWry/7nlqLAJ0+enJyc3LJlC1wSqFNXir26+of/hGseY+zVV19dles/fcInM8K8qFgs9qEPfSgcDvNdDmZPRdZppmyO6l6lngKDscrSDLrm6y3znSR7+h4p3atBWi/7bu/i/d91n6Rx4Pzo6+u7ePFidXU1xF6cM4sV0Zw/i33Ukr2OKtP73e9+d//996/pro2MjAwODk5MTEB+UVlZuXv3bpjMGEQXxOds0PqXVnkiWy1ppcPIchmrc9WMTl3lggHxOUkGbznJZHIl//SSE7inp6eqqoo/t0pKI3HUVdbyoGpybwClf1L9e++99955553t27ev+h7F4/GLFy9CXxTvQDZL6weltE7mOnhcGs5E8AI+RNJbtoKpUTnV9VB6zHIFW+ZDWrHRK97nXbrvLCDdhnaFd6gsLYH7+vomJyd37NiBm77KuqjMCZXJdk6BoW7dvn17VQTm86LggQORSGTnzp1wYW1QlRv7ibQGafnumwt0ULKtlFZ3iFieAz9KXflKD/UPYXt10i7DW/7K7+e+tLSEb8SBH+NQX1+/kppQWgKfPXsWrhDkyXMw+/oYXR3lNVWaoYWjkLKCskx1/OCDD9588819+/YtY+P7+vrGxsZgtDYej4fD4ZqaGj6CjaOiMnfQ+YZlk85iYjnSCSun/Lozmk5XpbFOPpEWPqMzlq0gQ5ak9YQmLizAhcGSvfjZKzwau667jMrAKS2Bp6amtm/fztu9hsQyp7242WyuryxT7d5++23/AsNN3gYHB2/cuMFvLVBTU8N3wXDeUXrraIIklhbvvtJbJztKi6eA5XnLjEkyfsvxltUdxXxIqwu2vB3rZZJnEBgu4tdJK0EC++X8+fMwzcgwVqSs91Aj+Vew/FLlNgvMGPvzn/+8d+9e3XbyvqjJyUnoiyovL6+ursbP0dMFSZ+ZLd9aHLTN3ioLMdvLfKTH2FidqxgcbJlRV7bcDFlSVwKC7eLiovikFRJ4dfjBD35w5513GuInR7IxIPRaid/NNwKzTI2cnp7Gm9fb23vt2jWYzMjnReHRWkOQxJk8DpL8Vem8Ltk2lGOQVqmrH2+Vb0XWOdga1OXDRbznOZV5NpIS8UmFkGk3NzfnXZUFSkXgCxcu8FtJBrO7js21FsDa69rAuvjDhBo5MzPz/vvvb968GeZFwYW18Xh806ZNfF5UMFdflPij4ukjoEprDdKaj4CjyY0Nxvr0VrmQL2Z1l+Gt/2ArSutmP+ZbeqoovheH+PbQoUPL23egVAS+dOnS1q1bpfoqOYADr1jvxUioS2UD2aGJqbpkgF/+8pe9vb18XpRuioVBWp1mWGDlduYVbJXGwhom5MZmb5UL+MhgPB/pMVvtlq1SXRxvpSFfWFbeiZKruyhw/PjxZVboDCUh8Llz5/BYkYP6bHDgAnt1UddnBIZtkKrp/v3729ra/vGPf0iRVpnYK2XDroqvyxhDUhals1dSlxnT45y6OiuYiszylFbpLTbWE/qllGFWlFYshPdC4/tgYVKp1PKrNRw65VErMu64444777yzvLwc+oSgOxc6cqXpHFhX/hn+SXHwKafATHP5C2Psr3/964svvigm9rgog2mB7NgYQBPI/EsbUIVZpbR5ecvyjLRs4wVbHGnF+VVK7cW0mYu6IMDfJhKJldtX/BH4xIkT0PPM6zSvoLi+SnUaW5EzAktVn+kFvueee+D+5pJU+HSAzw7KzQtkNwTwVmFp/Rir09VsLN5faQ2uu/6D7Uq81RmL1ZW8lUrTlZNMJpWBF26UBa/z8/Ou667KLcSLX+CrV6/yeQ6G4ONoUkdJUdETZawTS2DGiOR5XkdHx/j4eEiYSo1xUJDMKa3kfCD73KTcU//eKl9Z/sFWZN2CrS5D5upie8VCcLzFAsPdoZeWlsSoOy+wtLTEGGtvb+/u7s6zLisofoGHhobuuusug2YioieB7FZoXvmtVPuZpk43Njb+4Q9/CGVfCyGVppM2gBrJjjHM5iWtf2/xruE9XUawzddbnbSGYKvskVI2bnMWxcuB8CumzRB15+bmeOCF/V0Ve1kpCAwTJ0V1lfU4oArF/r1dnsCMsYaGht///vfcYd2vK71V/rRBWqW9bC0vHsCsYrCVpFVq5nmeFGYldUWWJ61YDrZXCrwsE3s7OjryPXRKilzgZ599VnquAq7rynrsCLf8l8TAyysReP/+/X/6059CoRCXNiBkxf69zUtavMviduqMxbug3Ckp3m6cYKv0lnuer7RSOTBPQ7J3dnZ2ZmaGq8sYe+aZZ1Yr9gJFLrA40V/nmIRY9cWv6AzBy3kJzBjbtWvX9PQ0FlXZHaU8p+At1+2dwVu8qU7+wVa012ew9eNtTmkl63TDP6J1Omk9TfNYXBa9FcPvwsIC3M99ZmZmZmYGRona29s7MvirtnlQ5ALDqE9AaCWK9ZuhqMurKXYyZ+zFtjMhoDF94/ATn/jE+Pg4nGjEcnTe4pOI2VhpZ5kmSVYucHQbr1yz1sHWf7wV+6VSqZSuEKX/krSiuinhsl6YIMkfaDYzM5NOp+fm5qCTeXXjLabIBe7t7d25cyfuf/bDMj6v1Inpwxes37ZtG9wZ03yaEAvHW6U7KzGNrs6Kg63IKgZbSVefsunCrJQkK4OtQX4p5EqXKPAZV4uLi7Ozs+l0ura2trm5eT0fMVvkAoujrH4khG9hQ7BUeNnJzp9hgeWa8et5nuM4e/fu/de//iWVrCwQG7sMb81bhdfkDLbi2+V5u4xgq4u0fNmntOazgPKCBHGuVTKZPHbsWF1d3VpkyDkpZoH7+/sjkYhYj7HGDGW5WAb/QVj5FWaMaY7jeJ63e/fu//73v9DZ5miCuXIzmMpbhuxVLpg3TIc52CoX8pVWZ6zoG9YVt2zN/uuM9ePt/Pz88ePHFxYWVj6ZeYUUs8BDQ0MG95hGXZathB/8xEZeMt88KaxFo1Gxoa4sCm+89BO6V/zryjWGSMuM6THzHWy5tIYwi5XTaSYG25wR2xVGlZT+S7ryZbhAf25uLp1Od3V1NTQ0HD582FcVXHuKWWAYm5FW6iTM+QEDOb/FS5a2BKo7LOzYsWN6etr/DzEUZqUfwj+X19GTIi0zBluzt0pp/fhmkDadqxvZXI4y3oK0XF14VLfjOLW1tY2NjV1dXXkdwPWhmAW+evWqUiRA+daPjctA+YsSd9xxB1QX5delZcOr4bf4ShxpmQ9jWT7eGqQ1G6vzLZW5g5T/0tKoFwojSgtX8M7Ozs7NzQUCgc7OzqWlpe985zuG/1rBKWaBr127tnXrVrxeskJcj/+q/ABDtuh88y8wYywcDjN9jDUY6xjPTcoj4KHcmOVKj1kub3XS5gy26Vw9yYZ4qytKLEEcreVruLTQmTw7O+s4zszMTFdXV0tLS1tbm/kYbhCKWWCGJFTGKMlS5Sd1/ui+i33GxXqeJ303mLlSiqnOJmIJyh3xiR91dd7it1hag2kemtiY1gzY8MC7DGl5OdhbkDYhAN4+9dRTiUTi6aefzutIbgSKWWBJXXNF1/mJP6Nb1oVc3U/zlWCy53k7duz4z3/+o9uYnJuhxKAr0wdbZYzla3xKq1TOHGzhJm/KQiT5lcvYW1gWb0PFvW1ra2toaGhqarIl2CopWoH7+vpgQfIn33hlxpDE6kKohBiHvcwTonUlLzvYmo1leV6vh3XFQdJDExIlzSTfdMGWLyvNV3ordiZDBzK8JhKJdDrd2dm5sLCwwVu2/ilagfv7+5m/1mC+JZuzWXOwlVJovoZrzAVWbpvhLKBbI1rK/CXJZmnzDbbKSOtmOqWUrkrLuqDtZsZ+0mjYFkZr+bBtY2PjoUOHjh49avi3WkrRCsyrrDkAmv/k8yu6ZqqyGSx9i2sMDm/evBluOrvsTMEcbJftrSHY+vdWbNniQnCZhqLwRIuUcDMqiLddXV11dXWtra3LO5JWULQCAwZ7PZReSn/itXy1NkNcEM8vosNMH8aVG4P3YuXe6iKtzjddbiypaw6z2Fs3O2LrpBW9nZubO3z4cFNTU1EGWyVFLjDLFcr8KCp9xo/Y5kSaqcIvX+8z9pqNZdn25vSWS+tpcmOlbIYwq5TWELeVxkrxVppoAd7Ozc1BNzLkyX4OXTFRtAJ3dHRcvnwZyyBWaGk904dl6a/Kz5jRKS06zF/Nv6XcVF2MZXpvldL6lM0gbVp1v1VOzrgtIU20gAlSMNGitra2oaGhubm5uJNkM8UscE7BdCZjB5hRV6XegJ9eNOmL5eXlc3NzhvI9TZhl2a4ypK5oLJbWbKzSWzfTFwXkPAWkUdexDjHSwiDQ/Pz8zMxMIBCoq6trbm4u+FUEG4SiFZgZvWLZPmBDPBTxlB/WfdITAukyuqPMruJf13mrNFYpbU7ZsL14+AeXIxbix1sxPQbm5+cZY7Ozs0ePHm1ubrZ6zHYtKGaBxSolaWx2m3/GYAhDYovfMnd6m3+XqQTO6a0OnbTYWGWkVVoH0y18SqsrJJ09civNtQBvDx482NTURMHWQDELnM6+GbdOQp2oSphGbIZOB55GYy+XvSxXmM25nZK0kmlensFWTJIN3kquGkIuH7nFE6Tm5+dbW1vr6+ubmppKuWXrn2IWuK2t7a233pL0A3TK8fVK7bFC0i96QuSU7NX5rKSysvKDDz5g+UiLvTXLZjDWFVq2UrDVFYUjtqQuJMait+Icqenp6e9973ur8rCvUqOYBW5vb799+7ZY8yQfGIrAzF9eqjOKr1RO0lBupLQxfL2bSfuXJ61SXWWkVcqWM9hKBeKzQFo1bCveiSaRSDQ0NBw6dKi2trYgN6MpDopZYKhMUnWHPxnc4B/I12H8Lakfy1OFZWmb+RpdCiCud1UZstI3ZWzE3opfkQrxsuc2S8a62RMtJHtFb9PpdGdnZ0NDQ0tLy9r960uHYha4ubn58uXLLmoQeqhJybLzZ2yFf5P5r/O3or2eapjXyw6/8EV86jFIi431E2m5dYYwy1ems/uisPz4sfTQrIVhW7j0h4LtqlPMAre1tYkVUakx0/QSuarUFL81mCzOzWDZUzXEjfQ0KfS2bdv++c9/SpvtU1qztxxcgrJMQyHcVWm6BUjrOM6BAwdaWlq+9a1vrdO/vPQoZoEZY2JbziCeqB/LSKi0RTTKdd1AIGAoUNJVagx7whmEqbL6lP5G5PitOUKKSbKuNJ3/yqCNpeWzGufm5o4ePUrdyOtDkQvc1NR08+ZNpcPMX/8Qdl65BuTEMP20Z6ZyWPxrOByem5szy5bT25Rw1Z7BWFwU2G6Ot5Ahz8zMOI5TW1tLY7brT5EL3NLSMjk5KTqgNFAnsBKxBDdXEGYadTkeSqH5d0OhUCKRyCmbMlSaW7a4HNFbZWnSzWgWFhYYY7Ozs52dnYlE4rvf/e56/lsJTpELzOsotjenxthb8YuwMhAIiA67KBQzHzM3vOzwy7+bTqe5wJKxSml9eitJ6wqXxUtxG8+1AG/hKoKmpibqkSo4uaf12c7OnTs3b95cXl4ei8UikUg0Go1EIpFIBB5cGBIIBoN8AYhkw7/CX+EryqdvS09dwTe48nK1gT3Pm5qa4qOyhgxZPElxgbGo+BSQQrePgiQZxmn5jIuFhYV0On3s2LHGxsaNc09zghV9BGaMQY3EcUkKwq4qGVZGMDEISxFYisPiB/CG+REYRBK95ZpxD/l28gVljNXFbXHgR7qD1Pz8fHNzc3NzM3Ujb1iKX+Dm5uapqSmxTksSAmIazJclE4LBIPYZFBVvoONlZoxAOYwx/gHYJC+7g1qXQnuet7CwALdik7zFZyIcXfErNlacaMGnWzQ1NTU3Nx88eJAy5I1P8Qvc0tIyMTEhTjPyfPdjgcNAMBjkryAtB/JkKfyKpwO8VR7qi1b+ejQafe+991Lo/m8uauXq1JVyY+UEKXjwzwZ5WheRF8XfBmaM3XXXXZs2baqoqIhm4G1aaPTCAm8Di83aUCgktYE5UuNZbAbjJ/3q7m5nyJ89z3vzzTf/+Mc/mrumzC1kPEcKxmxh2DadTsOd3+g6W0sp/gjMGGtsbLx582YqlQqHw2KwEuOkizqT4a1ohZhCi3FYyqKlX5f+6qG5HIYIDHEylT1LWfKWw9+K97KQ4i3MtYDrbDfm07qIvCgJgXkWzSu6Ga4uKCdKIoZW7nA6nZZuIssyA7+u6zL0sBVl/syQw67rgnjJZFL0FhuL460414JPkOrs7GxqaqJu5GKiJFJoxtjOnTurqqrKysri8Tik0PDK82fDYBIfTwqHw2IiHcpGSqH5Qs6RJF0EBvl/8YtfJJNJ3Hssgh+xt7CwAHeQgkdjWvS0LiIvSiICM8YaGxunpqai0WgqlQqFQv7DL5BKpUBIKQiLgVH6RTEUMyEIe/ouaCywhzqipZArPWKPT5D65je/mUgkiuYBIoSOUhG4vr5+fHxcciCnxlI2iwV2NMCPwnehF1r8k9hOzinw/Pw8XEabzp4gJc6RAm8PHjwIt1mlYFs6lEoKzRirrq7etGlTWVlZLBaLxWKQQiuTYZxCi93Ryo5o/HmfHdHgKlM1gGHh6tWrAwMDS0tLyjtIMcaeeuqpxcVFCralSalEYMZYZ2fnT37yk0gkIkXgNBrXBcTRXTEI6yIwMz4xmP+VCQJ7mikcrjBhe2lpaXp6emZmRpwg1dLS0tzcfOzYsfU8gMQGpIQErq+vhxYj7lXWZdFSS5jnsWJE1eXGTBASTgRKvXOm0LOzs++888709HQymezq6qqvr6duZIJTQgJ3dHQcOHDg9u3bosN8ZpUuCEtwe2HBILCXPVYUyH7wr5PdC80XXHTZ07333ltVVfXtb397fY8WYQcl1AZmjF25cuWLX/xiVVVVPB4Xm8EwmGQYGRLB87HEiVzKy5LyagO72Rc87tmzZ8+ePQU7ZMTGpoQiMGOsra3t/fffLysr48mwNCsDT3I2BGExi8a/JWrpZEaPdIFa2X0F2/Dvf/+bBCZ0BLu7uwu9DetKKpUaHByMRCI8QmIbxXRXCUP9VVJ6LGnJNK1cbilfSKPr/mZnZz/ykY8U6nARG5zSSqGBioqK6upquMSfZ9FiLp0ziw4EAjiFlrJoXQqtawNjqzlHjhwp8CEjNiqllUIDXV1dly9fBtN4Cg3pNDeNT3JmqjjMGINEmpeJJYSeZ3HOllSC8ruu6pKjdT4+hEWUYgRmjJWVlW3fvr2iogImdYhTnXURVReHpaDNZ30ENPfWYfpMWyfw448/XuDjRWxUSjECM8Zef/31hx9+GG5qJcVhKd2VrjSSQmgymdSlwS2+16sAAAWfSURBVMFgUIzAjqYj2kP3kRdbxdAkLtBBIiygRAVub2+vra29deuWlEiLgLoMTc+QSKVSTN+NLDaDwWGGhoJ1HVq8N2s9jghhJyUqMGPs+PHjR44ciUQi0uxlsVMaHFa2hHk5ho6oYDAIM7qkXm5d41mZP5PAhIHSFbijo+OVV1555JFHIJEWY6/YQYUXlGB7Ad1cDuUXleGXUmjCQOkKzBhrbW2tq6ubmppSXj8kDfPqIiG4Jy67ritecqzrxGLoUUw4/FIvNGGmpAVmjL366qtHjhwBh7HAyq+If/KyJzyL4Zc7bOjBYmgGJQlM5EWpC8wY6+zsfOSRR8QJGAZ7lSgbwJA/i5O9cgqsc3j195koFkhg1tra+vLLLz/++OOSvZ5xhNzzvGAwyPRXArqZK43FFJqpAjgOv1JYXvNDQFgLCcwYY62trb/+9a9hvkTO2Ouh6wRhyFfEER6tAmXidjUvQXJVfOt53ic/+cnV32GiWCCB/8fhw4d/9atfgcNcJPiTMgaCXdxePIwMGruZGZRu5v6yyl9XxnC+sFb7TNgPCfz/HD58+KMf/ejt27cZukxX+XlPmG6FgzDvvpKavthhZeAV8+o13WvCakjgLN54441Pf/rTt27dwtKKcrJM8mwOwi66gEHpsDLwksCEH0hgmd/+9rcPPPDA1NQUQxf0suy8mnvL7eVxWBz+5dIaIrAyc4aF+++/fz13n7ALEljBa6+9Bg7rBPaEgSJdHPay7w7PsvufOV72TExJYAq/hBkSWA04fOPGDYZ6mBhj0jwNV5j2LF1CiPNnjFS+5PB67jVhHSSwltdee+0zn/nMjRs3RHVZJnnm8zRgGW5wCTJLM7oYavoqp1Iqm8H79u0rwJ4T9kACm3j99dd7enp++MMfinbxeCtd38+jsTICi+FXJ7DUg+W67t69ewuz54QllOgdOfKiv7//0qVLN2/ejAjg54Dz/Fm6Bhin0KLAGHES5csvv1yw3SZsgAT2y+nTp3/0ox+Vl5eLDvM7QmOHHQTz0QUt8oUvfIFupkOYIYHz48EHH7xx40Y0GhVvCq98RLBOYDwIrLj+yHVd1z1//vy9995boB0l7IAEzpuBgYHPfvaz5eXl8Kxw5cMNDQKz7BRadwXS/v37n3vuuULuJ2EDJPAy+dSnPjU+Ph6Px+PxOG8SQ1KN28AMTeRwMlc7iMmzaPLly5cPHDhQ4J0kNjwk8PLp7+8/c+bM2NgYaMyzaDynkmmeLcqlFV9TqVRjY+PPfvazQu4bYQkk8Erp7+8fHBwcGhqamJiIRqN8TqXksCSw5G1K4KWXXmpoaCj0bhF2QAKvJidOnIjH4z09PZBIi51bAeG+HF7mns9gLDy1OJVKtbW1HT169NChQ4XeD8IaSOC14uTJk6FQ6PTp057ncY1d143FYqDuoUOHWltbocWbTqcPHz7c1tZW6K0mLIMEXg+6u7sdx2lvb+/o6Cj0thBFBQlMEBYTKPQGEASxfEhggrAYEpggLIYEJgiLIYEJwmJIYIKwGBKYICyGBCYIiyGBCcJiSGCCsBgSmCAshgQmCIshgQnCYkhggrAYEpggLIYEJgiLIYEJwmJIYIKwGBKYICyGBCYIiyGBCcJiSGCCsBgSmCAshgQmCIshgQnCYkhggrAYEpggLIYEJgiLIYEJwmJIYIKwGBKYICyGBCYIiyGBCcJiSGCCsBgSmCAshgQmCIshgQnCYkhggrAYEpggLIYEJgiLIYEJwmJIYIKwGBKYICyGBCYIiyGBCcJiSGCCsBgSmCAshgQmCIshgQnCYkhggrAYEpggLIYEJgiLIYEJwmJIYIKwGBKYICyGBCYIiyGBCcJiSGCCsBgSmCAshgQmCIshgQnCYkhggrAYEpggLIYEJgiLIYEJwmJIYIKwGBKYICzm/wDznr+ajsP6CQAAAABJRU5ErkJggg== "embedded image (png)") Рис 2
Рис 2
Похожие курсовые работы
1. Чертежи для строительства плотин построить запруду
2. Чертежи малокалиберного пистолета
3. Чертежи ствола пистолета тт
4. Чертежи пистолета марголина
5. Чертежи глушителя для пистолетов фото
6. Чертежи винтовок с глушителями
10. Чертежи курсовая
12. Капсульный пистолет устройство
13. Чертеж пистолета марголина
14. Чертеж глушителя для пистолета
15. Устройство для центровки глушитель пистолета